家庭向け3Dプリンター「Creality Ender-3」で、こんな症状に困っていませんか?
・ ABSで大きいモデルをプリントすると、クラック(積層割れ)がおきる。
もしかすると「Creality Slicer」で調整が必要かもしれません。
この記事では、Ender-3 S1↓を使って解決方法をご紹介しています。

ABSで大きいモデルをプリントした際に起こる失敗例
まずは、少しだけ失敗例をご紹介します。
① プラットフォームから剥がれる、浮く
収縮力が強いため、プラットフォームから剥がれてしまう事があります。
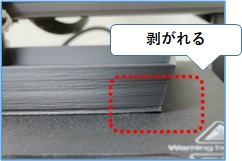
↑ひとたび浮いてしまうと、さらにその上に積みあがる造形も歪んでしまいます。
ノリを使わずに、設定だけで改善できることもできますので、↓の記事も参考にしてみて下さい。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ ABSでプリントすると、テーブルから剥がれる。 ・ ABSでプリントすると、表面が荒れる。 もしかすると「Creality S[…]
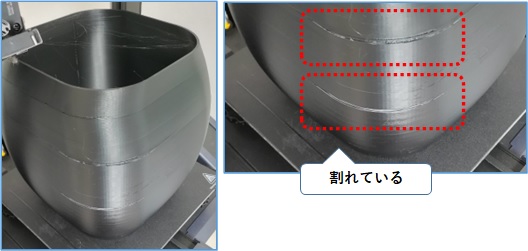
② 積層割れ(クラック)が起きる
ABSで大きいモデルをプリントすると、特に積層割れが起きやすくなります。
↓は、200mm角の入れ物をプリントしたものです。
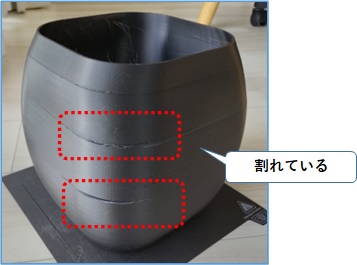
↑ところどころ割れているのが分かります。
ABSの収縮力が強すぎるため、「積層の密着が弱いところ」から割れていきます。
プラットフォームに定着しない、剥がれる、浮く、ズレる、割れる対策は↓の動画でご紹介しています。
まずは1回プリントしてみる
↓上でご紹介した入れ物のモデルを使用します。
↑今回使うEnder-3 S1では、エンクロージャー(囲い)を使いませんので、どこまで耐えられるかがポイントです。
むしろエアコン(冷風)が効いた部屋ですので、劣悪な環境でプリントします。
ちなみにエンクロージャーを使うと、「プリントエリアの周辺温度を維持することができる」ので失敗を軽減することができます。
↓Ender-3用のエンクロージャーが販売されていますので、参考にして下さい。

① 設定するパラメーターについて
設定パラメーターを記載します。
1.ノズル温度 : 240℃
2.ビルドプレート温度 : 100℃
3.ファン速度 : 100%
4.レイヤーの高さ : 0.3mm
5.ライン幅 : 0.4mm
6.初期レイヤーのライン幅: 140%
↑「初期レイヤーのライン幅」を0.4mmにしているのは、プラットフォームの剥がれ対策です。
② 造形時間について
↓Creality Slicerで、スライス処理をした結果です。
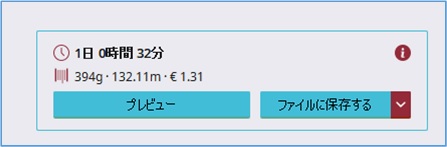
↑積層ピッチを0.3mmにしても、1日(24時間32分)かかるようです。
③ 造形結果
では、1発目の造形結果です。
↑積層割れ(クラック)があっちこっちで起きました。
冷房が効いた部屋でここまでできたのは、むしろ上出来な気がします・・。
↓プラットフォームの定着は、問題ありませんでした。
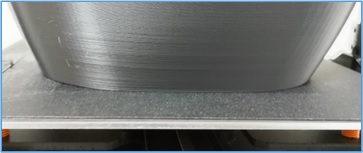
↑ノリを使わなくて良いので、気持ちいいです。
改善方法
Creality Slicerでは、細かくライン幅を変更できますので、そこを調整します。
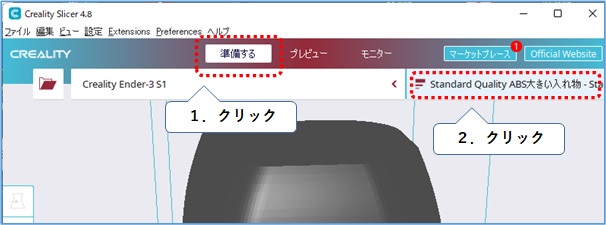
①
1.「準備する」をクリックします。
2.テンプレート部をクリックします。
② 「品質」の歯車マークをクリックします。

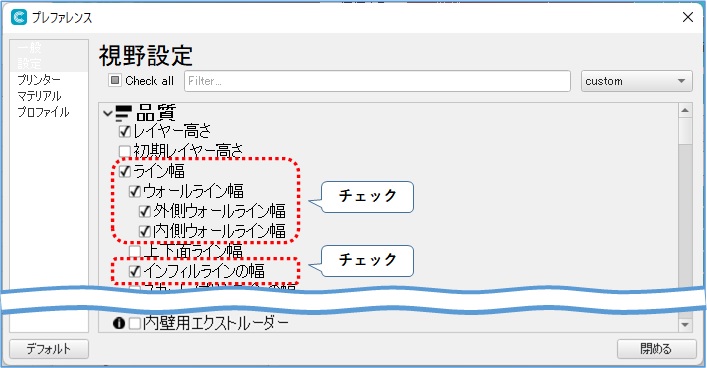
③ 以下のチェックを入れます
1.「ライン幅」にチェックを入れます。
2.「ウォールライン幅」にチェックを入れます。
3.「外側ウォールライン幅」にチェックを入れます。
4.「内側ウォールライン幅」にチェックを入れます。
5.「インフィルライン幅」にチェックを入れます。
④
1.「ウォールライン幅」を0.56mmに変更します。
2.「インフィルライン幅」を0.56mmに変更します。
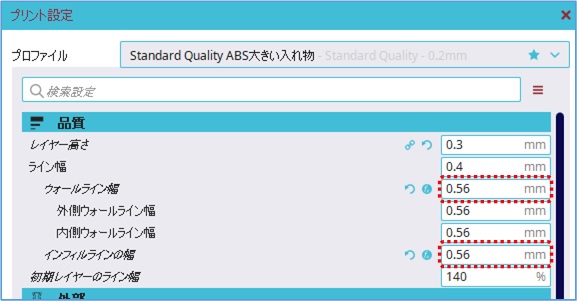
↑今回は、0.4mmを140%アップさせ、「0.56mm」に変更しました。
「外側ウォールライン」と「内側ウォールライン」も連動して変更されます。
ちなみにライン幅の値を増やすことで、「1本あたりの造形線を太く」することができます。
それにより、積層の密着力が向上し、割れにくくなるというわけです。
⑤ スライス処理を行い、プリントします。
調整後の造形結果
↓こんな感じに仕上がりました。
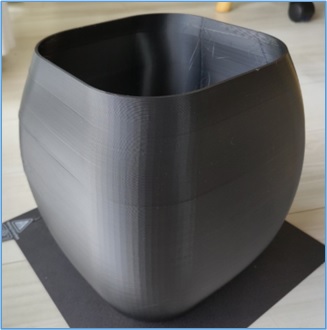
↑よく見ると、少しだけヒビが入っている気はしますが、かなりの改善が見られました。
冷房が効いた環境では、かなり上出来だと思います。
↓エンクロージャーを使うと、もっと良くなる可能性があります。
機会があれば試してみたいです。
高さを変えて造形
① プリントするモデル
↓高さを80mmまで減らしてみました。
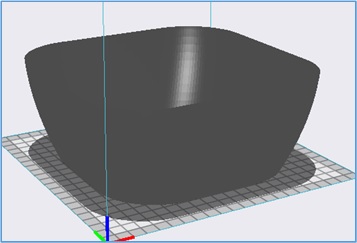
↑造形条件は、同じです。
② 造形結果
では、プリント結果です。
↓積層割れもなくうまくいきました。
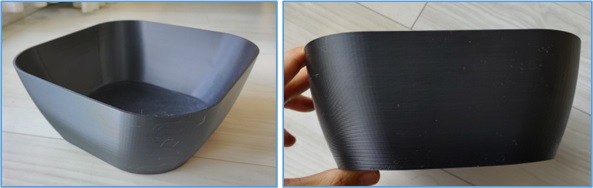
↑これくらいの大きさであれば、問題ないですね。
ABSフィラメントについて
インターネットでも安価に購入することができるフィラメントとなっています。


使用した3Dプリンター
この機種は、多くの最新機能が搭載されていることに加えて、同梱されているスライサーソフトでは、細かい調整をすることができます。
今まで企業向けのプリンターを主に取り扱ってまいりましたが、「家庭向け3Dプリンターでこれだけのことができるの?」とすごく驚きました。
↓セットアップレビューもしていますので、ご興味のある方はぜひご覧ください。
近年では、安価な3Dプリンターが販売されるようになってきました。 安いと言っても最新の機能が使えたり、精度も向上しているので驚かされる一方です。 そこで今回は、Creality Ender-3[…]