この調整項目を理解すると、失敗しにくくなったり、見栄えが良くなったりします。
そこで今回はライン幅(押出幅)についてまとめます。
ライン幅、押出幅とは?
この数値を増やすことにより造形線を「太く」させることができ、反対に減らすことで「細く」することができます。
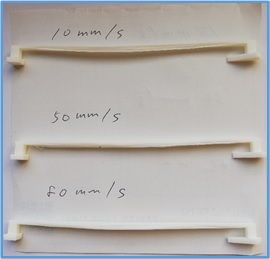
たとえば↓は0.4mmノズルを使い、押出幅を変えて出力した線です。
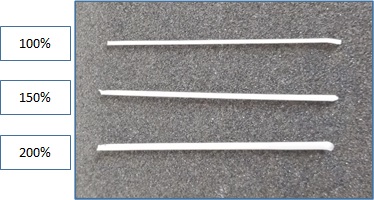
線の太さに違いがでることが分かります。このようにライン幅は、スライサーソフトの値を変えることで「ソフトウェア的に」線の太さを変えることができます。
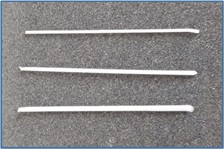
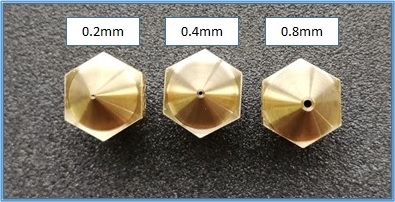
また「ハードウェア的に」ライン幅を調整するには、↓のように穴の大きさが異なるノズルに交換する必要があります。
プリントされた造形物は、「線の集合体」で成り立っていますので、この設定項目は重要な意味があります。

ライン幅(押出幅)を調整することによる効果
例えば、線を細くすることで表面をシャープに見せることができたり、また反対に太くすることで、強度を高めることもできます。
プリント時間の短縮にも使えますが、やりすぎると不具合が起きますので注意が必要です。
ライン幅(押出幅)を調整する際の注意点
1.思わぬところの線の太さが変わってしまう。
ライン幅を変更すると、あらゆるところに影響する可能性があります。
例えば、「積層割れ対策をするために値を増やしたのに、1層目の線が太くなってしまった。それによりラフトが剥がれなくなってしまった。」ということがあります。

なので、設定を変更したら「どこに影響するか」をよく理解する必要があります。
2.スライサーソフトによる違い
スライサーソフトによって、ライン幅を変えられる場所に違いがあります。
例えば、「充填部のみ」や「1層目のみ」「表面のみ」など細かい場所の数値を変えれるものもあります。
細かい場所の数値が変更できないソフトは、「全てのライン幅が強制的に変更されてしまう」ので、使用するスライサーソフトをよく理解する必要があります。
3.プリント速度を上げたい場合はノズルを交換する
プリント時間を短縮したり、根本的に線を太くしたい場合は、ライン幅を調整するのではなく、ハードウェア(ノズル)を変更することをおすすめします。
ライン幅はあくまでソフトウェア的に出力量を調整しています。もし穴の小さいノズルから、大量の樹脂が出力されるとノズル詰まりがおきる原因になってしまいます。
最近は、0.6mm以上のノズルを購入することができます。
どんな場面で活用できる?
1.プラットフォームの定着力を調整する
1層目の値を増やすことで「定着力」が増します。

反りの強い樹脂や、面積・高いものつくる際には1層目が剥がれやすくなるので、値を増やすと効果的です。
また、反対にプラットフォームにくっ付きすぎてしまう場合は、数値を減らすことで剥がしやすくすることも可能です。
2.積層割れ(クラック)を防ぐ
ABSなどの収縮力が強い樹脂を使ってプリントすると、「積層割れ」を起こすことがあります。
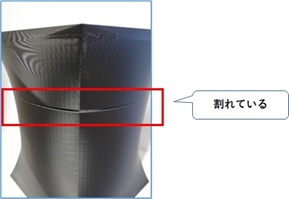
そこでライン幅の値を増やすと、線が太くなりますので、層と層の密着力を上げることができます。軽度な積層割れであれば、これで改善することができます。
3.上面をきれいに見せる
造形物の表面をシャープに見せることにも使われます。
上面部のライン幅を少し減らすことで、線が細くなりシャープに見えます。
造形に失敗する場合は、↓の動画も参考にしてください。
おすすめ記事
ハードウェア的に線の幅を変えるには、穴の大きさの違うノズルに交換する必要があります。
↓はノズル径についてまとめていますので、参考にしてください。
FDM方式の3Dプリンターでよく使われる「積層ピッチ」や「ノズル径」という言葉をご存じでしょうか? この2つは、造形の仕上がりに大きく関係します。 この記事では、それぞれの意味や関連性をま[…]