3Dプリンターのノズル詰まりについて、このようなお悩みはないでしょうか?
・ 予防方法を知りたい。
本記事では、このようなお悩みに答えています。
私自身は、3Dプリンターの保守・サポートのお仕事をしておりますので、このような経験が参考になれば幸いです。
機種別に解説
以下の機種は、個別に解説していますので、参考にしてください。
関連記事:Creality Ender-3 V3 SEのノズルを交換する方法
関連記事:Creality K1のノズル交換
動画で見る
本記事の内容は、動画でもご覧になれます↓
ノズル詰まりの対処方法
1.フィラメントを引き抜けるかを確認する
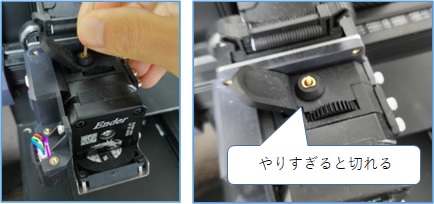
ノズルの温度をあげ、押し出してみます。ビクともしなければ、次は引き抜いてみましょう。ただし、力を入れすぎるとフィラメントが切れてしまいますので、中断します。
もしうまく引き抜けた場合は、本記事内の「ノズル詰まりの原因」の項目で原因を調査してみてください。
2.引き抜けない場合
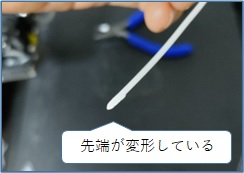
フィラメントの先端が変形して、抜けなくなっている可能性があります。その部分を切除しなければならないため、エクストルーダーを分解する必要があります。
Ender-3の分解方法をまとめたのでこちらもご覧ください。→ フィラメントが出ない!ノズル詰まりの対処法【Ender-3】
ノズル詰まりの原因
2.「調整不足」によるもの
3.「樹脂」によるもの
順番に解説していきたいと思います。
【原因その1】部品の不良によるもの
① ノズル
1つ目は「ノズル」です。
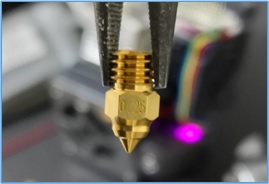
もっとも多い原因です。ノズル内には、コゲた樹脂や不純物が溜まります。それが経路をふさいでしまい、フィラメントが排出されなくなります。
ノズルクリーニングを使って清掃することで、解決できる場合があります。購入される際は、各サイズがセットになったものをオススメします。

また近年では、ノズル自体が安いので、交換してしまうことが多いです↓

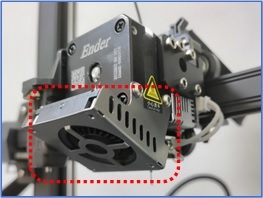
② 冷却ファン
2つ目は「冷却ファン」です。
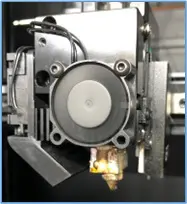
冷却ファンは、フィラメントを押し出すためにとても重要なパーツです。回転数が少なかったり、止まってしまうとフィラメントを「冷やす機能」が失われてしまいます。それにより、熱によって軟化されて押し出されなくなります。
まずは、ファンにゴミやホコリが絡まっていないかを確認しましょう。
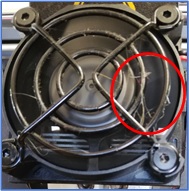
もし掃除する場合は必ず「電源を停止」してから、ピンセットなどで取り除きます。

③ 送りギア
3つ目は「送りギア」です。
送りギアとは、フィラメントを送るための歯車です。ここにゴミやカスが溜まってしまうと、目詰まりします。するとフィラメントが滑ってしまい、詰まりの原因となります。

エアダスターを使えば、楽に掃除することができますのでオススメです。

【原因その2】調整不足によるもの
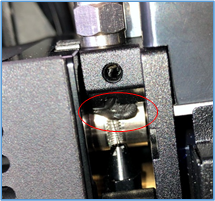
① ノズルの締めが甘い
1つ目は「ノズルの締め方が甘い」です。
ヒーターブロックに取り付けられているノズルの締め方が甘いと、詰まりやすくなります。もしエクストルーダーを分解した後であれば、この可能性が高くなります。

強く締めすぎるとノズルが破損しますので注意が必要です。※私もユーザーの機械でノズルをねじ切ってしまったことがあります。Ender-3 S1のノズル交換をまとめましたので、参考にして下さい。→ 【失敗しない】Ender-3のノズルを交換する方法
またそのまま使っていると、樹脂が漏れることがあります。こうなってしまうとヒーターブロックごと交換が必要となってしまいます。

Ender-3であれば、ヒーターブロックが販売されているので、締め方に自信がない場合は、ユニットごと交換するのも一つの方法です。※Amazonで購入したときは、パーツがバラバラで届いたので注意して下さい。

② ギャップ調整
2つ目は「ギャップ調整」です。
「高さ調整」や「スキマ調整」などいろいろな呼び方があります。簡単に説明すると「ノズルとテーブルとの空間」の調整です。この空間を作らないと、必要以上にテーブルに接近してしまうので、樹脂が排出されなくなります。

シックネスゲージを使うと、安定した調整ができますのでオススメです。

Ender-3の調整方法は、こちらの記事に書いていますので参考にしてください。→ 【失敗しない】Ender-3のノズルを交換する方法
③ オートレベリング調整
3つ目は「オートレベリング調整」です。
オートレベリング調整とは「ノズルとテーブルの高さを自動測定し、テーブルを平面に保つ機能」です。調整値との乖離が大きいと、必要以上にノズルとテーブルが接近してしまい、樹脂が排出されなくなります。近年の3Dプリンターであれば、自動で調整を行ってくれます。
近年では、自動でレベリング・Zオフセットをしてくれる3Dプリンターが、安く購入できるのでおすすめです↓

④ スライスソフトの調整
4つ目は「スライスソフトの調整」です。
スライスソフトでは、さまざまな出力の調整をすることができます。その中でも以下の値が適正でない場合は、詰まりやすくなります。
・ 押出幅
・ 流量
・ プリント速度
【原因その3】樹脂によるもの
① TPU(エラストマー)
1つ目は「TPU(エラストマー)」です。
ゴムのような軟質フィラメントです。とても柔らかくコシが弱いため、搬送経路から脱線することがあります。これはジャミングとも呼ばれており、ひとたび症状が起きてしまうと、エクストルーダーを分解する必要があります。
予防策①
「テーブルとノズルの空間を確保すること」がとても大切です。もしこの空間がないと、樹脂が排出されずにジャミングがおきやすくなります。ギャップ調整やオートレベリング調整をしっかり行いましょう。
予防策②
「ノズル径を0.6mmや0.8mmにする」と効果的です。つまり経路の太いノズルを使うと、樹脂が排出されやすくなりますので、詰まり対策になります。Amazonでもノズルは安く購入することができます。
予防策③
「リトラクト機能を調整する」ようにしましょう。リトラクトとは、フィラメントを引き戻す機能のことですが、TPUは糸引きが発生しやすいので、強めに設定を入れることがあります。ところが、それによってノズル詰まりを起こしてしまうことがあります。リトラクトについては、こちらの記事も参考にして下さい。→ 3Dプリンターのリトラクトとは?
予防策④
「硬めのフィラメント」を使いましょう。TPUフィラメントは、硬度(やわらかさ)にレベルがあります。よく使われるのがやや硬めのTPU95(95A)です。ちなみに柔らかくなればなるほど、難易度は高くなります。Amazonでも安く購入することができます。→ SainSmart 3Dプリンター TPUフィラメント 黒 95A
予防策⑤
「フィラメントスタンド」を使いましょう。フィラメントの搬送をスムーズにするために、専用スタンドがあります。。ギアに負荷がかかりにくくなるので、よく詰まってしまう場合には、使ってみましょう。

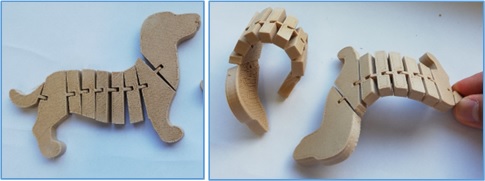
② 木質フィラメント
2つ目は「木質フィラメント」です。
木のような見た目、質感のあるフィラメントです。実際に木粉をまぜていることで、ノズル詰まりを起こすことがあります。木質フィラメントについては、こちらの記事もご覧ください。→ 木質(木材)フィラメントの特徴
予防策①
この場合も「ギャップ調整やオートレベリング調整」はとても大切です。適切な調整を行いましょう。
予防策②
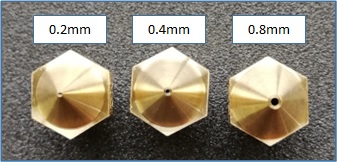
「0.2mmノズルは使用しない」ことです。0.2mmノズルを使うと造形線が細くなるので、仕上がりが良くなります。ところが経路も細くなるので詰まりやすくなります。0.4mmノズル以上の大きいサイズを使うと良いでしょう。
予防策③
「樹脂をとっかえひっかえしない」ようにしましょう。同じノズルで色々な樹脂を使ってしまうと、不純物が溜まっていき詰まりやすくなります。余裕があれば「1つのノズルにつき1つの樹脂」で使うようにしましょう。
ノズル詰まりを予防するコツ
これまでの内容と重複するかもしれませんが、ご了承ください。
① 使うノズルを固定する
1つ目は「使うノズルを固定する」です。
同じノズルで材料をとっかえひっかえ使っていると、詰まりやすくなります。理想的なのは「樹脂ごとにノズルを交換する」ことです。
とは言え毎回ノズルを交換するのはとても面倒ですよね。その場合は「温度帯の近いフィラメント」で使い分けて下さい。たとえばPLAとTPUは温度帯が近いので、同じノズルを使っても問題になりにくいです。
② 前回の樹脂を出し切る
2つ目は「前回の樹脂を出し切る」です。
フィラメントを交換したときは、前回使っていたノズル温度よりも5℃ほど高めにして暫くロード(試し出し)して下さい。
たとえばABSからPLAに交換する場合は、ノズル温度を250℃くらいに設定して、暫くロードします。こうすることにより、不要な樹脂を少しでも排出することができます。

③ ノズルクリーニングをする
3つ目は「ノズルクリーニングをする」です。
ノズル内には、コゲや不純物によって経路が塞がれてしまいます。そのため定期的にノズルの温度を上げた状態で、クリーニングをしましょう。
④ 不要なアイドリングをしない
4つ目は「不要なアイドリングをしない」です。
ノズルの温度を上げたまま、放置しないように心がけましょう。樹脂が焦げて炭化してしまう可能性があります。

⑤ 大きいサイズのノズルを使う
5つ目は「大きいサイズのノズルを使う」です。
ノズルの穴のサイズが大きいほど、詰まりにくくなります。その理由はコゲや不純物が外に排出されやすくなるからです。モックアップや試作品のように、見た目をあまり重要視しない場合は0.6mmや0.8mmのノズルを使うのも良いと思います。
⑥ フィラメントが絡まっていないか確認する
6つ目は「フィラメントが絡まっていないか確認する」です。
ボビン内でフィラメントが絡まっていることがあります。すると材料が正常に送られないため、ノズル詰まりがおきます。心当たりのある場合は「巻き直し」をしてみましょう。
特にPLAなどは、巻のクセが強いです。手元からフィラメントを放してしまうと、絡まる原因となってしまうので、その時点で巻き直しをするように心がけましょう。
⑦ プリント速度が速い
7つ目は「プリント速度が速い」です。
プリントが速すぎると、材料の供給が追い付きません。気になる場合は、一度デフォルト値に戻して、症状が治まるかを確認してみましょう。
⑧ 防湿対策をする
8つ目は「防湿対策をする」です。
湿気は、フィラメントにとって大敵です。ノズル詰まりが起きやすくなりますし、仕上がりに影響をあたえることがあります。詳しくはこちらもご覧ください。→ 【解決】フィラメントを防湿・乾燥・保管する方法
防湿対策には、フィラメントドライヤーや強力乾燥剤を使うと良いでしょう。


おすすめ記事
家庭用3Dプリンター(Ender-3)で、こんなお悩みはないでしょうか?
・ 分解方法を知りたい。
以下の記事にまとめていますので、参考にして下さい。
ノズル詰まりが起きたとき、このような疑問はありませんか? ・ どうやって対処して良いか分からない。 ・ 分解には、どんな工具が必要なの? 本記事では、Ender-3 S1でノズルが詰まった時の、分解・対処方[…]