ムリヤリ剥がそうとすると、割れてしまったり、ケガをしてしまうことがありますので注意が必要です。
私は、いろいろなメーカーの保守・サポートを行ってきましたが、対処を間違えるとなかなか解決できません。
そこで本記事では、考えられる「対処方法」や「回避策」などをご紹介しておりますので、ぜひ参考にしてください。

対処方法・回避策
お使いのプリンターに違いはあると思いますので、似た項目がないかを確認してみてください。
1. ラフトとの距離を増やす
1つ目は「ラフトとの距離を増やす」です。
モデルとラフトとの間には「距離」が存在します。これがないとお互いが完全にくっ付いてしまい、剥がすことができません。
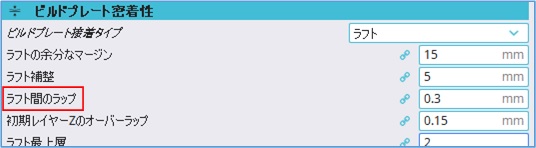
最近のスライサーソフトでは、距離を調整できるようになっています。ソフトによって名称はバラバラですが、たとえば「ラフト間のラップ」や「モデルとラフトの距離」などのように表記されています。
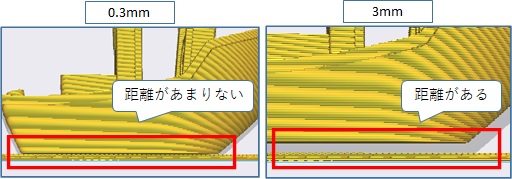
以下は、極端な例ですが「0.3mm」と「3mm」で比較した写真です。距離がある方が剥がしやすくなります。
ではどれくらいの値にしたらいいの?ということになりますが、これはフィラメントによって異なります。以下に例を記載しておきます。
・PLA:0.15mm~0.2mm
・ABS:0.15mm~0.2mm
・PC:0.15mm~0.3mm
・PETG:0.18mm~0.3mm
値を増やせば剥がしやすくなりますが、1層目が荒れてしまう可能性もでてくるので、やりすぎに注意しましょう。
【関連記事】 底面の仕上がり・剥がれをラフトで改善【Ender-3 S1】
2. 初期レイヤーの流量を下げる
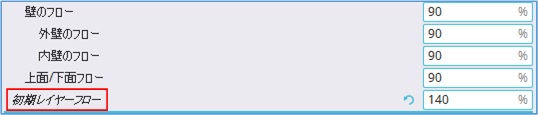
2つ目は「初期レイヤーの流量を下げる」です。
初期レイヤーとは、モデル部の最初の層にあたります(ラフトの最初の層ではありません)。また流量とは、ノズルから出る樹脂の量のことです。
つまり最初の層の流量を減らすことで、ラフトとの密着力を減らせることができます。結果的に剥がしやすくなります。
これも、スライサーソフトで調整を行います。表記名はソフトによって違います。たとえば流量は「フロー」や「吐出量」、初期レイヤーであれば「最初の層」といったワードが使われています。
【関連記事】 流量(FLOW・吐出量)とは?
3. 初期レイヤーの押出幅を下げる
3つ目は「初期レイヤーの押出幅を下げる」です。
押出幅とは、プリント線の太さのことです。初期値であれば0.4mmになっているかと思いますが、この値を下げることで細い線にすることができます。
たとえば、0.4mmから0.36mmに変更することで、0.36mm幅のプリント線になります。
またソフトによっては、パーセンテージ(%)で設定を行います。たとえば0.4mmを100%としているので、0.48mmにしたければ、120%と設定します。
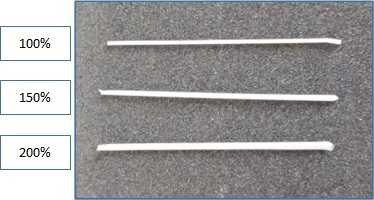
今回のように線を細くしたいのであれば「90%(0.36mm)付近」などにすると良いでしょう。
【関連記事】 ライン幅(押出幅)とは?
4. 樹脂フィラメントを変える
4つ目は「樹脂フィラメントを変える」です。
フィラメントによっては、くっつきすぎてしまうものがあります。調整をすれば剥がすことができますが、面が荒れやすくなります。

たとえば向いていないフィラメントは、以下のものがあります。
・ TPU(エラストマー)
・ PP(ポリプロピレン)
・ PA(ナイロン)
・ PETG
また、向いているフィラメントは以下のものがあります。
・ PLA(ポリ乳酸)
・ ABS

【関連記事】 【初心者必見】PLA樹脂フィラメントとは?おすすめの商品もご紹介
5. ラフトを使用しない
5つ目は「ラフトを使用しない」です。
身も蓋もない話に聞こえてしまうかもしれませんね。ですが近年ではラフトはあまり使わない傾向になっています。そもそもラフトを使う理由としては、以下のものがありました。
① 定着力を高めるため
② 平面をつくるため
③ テーブルから剥がす際、スクレーパーで作品にキズをつけないため
たとえば①の「定着力を高めるため」については、シートや糊(のり)などの進化で解消されてきています。もちろん条件によって剥がれてしまうことはありますが、一昔前よりは各段に良くなっています。
【関連記事】 【3Dプリンター】おすすめのスティックのりはどれ?
また②の「平面をつくるため」についてですが、近年では「オートレベリング機能」が搭載されたものが主流です。これは「高さセンサー」によって、テーブルの状態を測定し、ソフト的に補正してくれるものです。
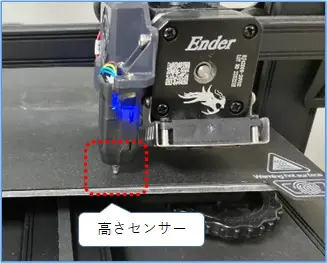
つまりこの機能のおかげで、平面に近い状態を算出してくれるので、わざわざラフトで平面を作らなくても大丈夫ということです。とはいえテーブル上のキズまでは補正してくれませんので、ケースバイケースと言うことになります。
③の「スクレーパーで作品にキズをつけないため」についてですが、近年ではフレキシブルプレートが主流となっています。つまりテーブルを曲げることができるので、楽に造形物を剥がすことができます。


とは言え、PC(ポリカーボネート)などはテーブルに張り付いてしまうことがあります。フレキシブルプレートでも剥がれないことがあるので、スクレーパーは1本あると良いです。
【関連記事】 オススメするスクレーパーの選び方【3Dプリンター】
以上3つの理由から、昔よりもラフトを使う場面が減っています。状況によってうまく使い分けられると良いでしょう。
ラフトってどんなときに使うべき?
1. 仕上がりが悪いとき
「しっかり調整したはずなのに」「どこにも問題はないのに」と思っていても、うまくいかないのが3Dプリンターです。それはいろいろな要因が考えられます。たとえば・・・
・ 使う環境
・ フィラメントの状態
・ モデルの形状
などの影響をうけます。
「温度・湿度」や、「フィラメントの吸湿状態」、「モデルにの形状の違い」によって仕上がりが変わることがあります。特に日本は四季がありますからね。

つまりうまくいかない場合には、ためしにラフト使ってみましょう。実際に、お客様ごとに仕上がりが変わったというケースは、何度も経験しました。
【関連記事】 【重要】3Dプリンターの理想的な置き場所・環境
2.コピー・ミラー造形を使うとき
あまり聞きなれない言葉かもしれません。商用の3Dプリンターでは「コピー造形、ミラー造形」ができる機械があります。
たとえばRaise3D E2は、「同じものを同時にプリントする機能」があります。
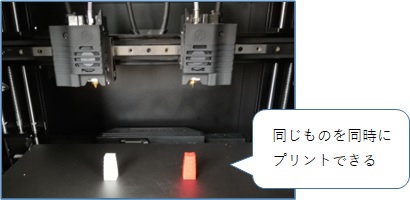
この場合、右と左のノズルは「Z軸の誤差」が必ず生じます。つまり「左右のノズルの高さって、ちょっとだけ違うよね」ということです。そこでラフトを使うことで、その誤差は緩和されます。
ちょっと分かりにくかったでしょうか? 特殊なパターンなので、参考程度になってくれれば幸いです。
【関連記事】 【レビュー】Raise3D E2とは?低価格のデュアルノズル3Dプリンター
ラフトを剥がすときの注意点
安全に作業をするのは、とても大切なことです。とくに企業として取り組んでいる場合は、なにより優先しましょう。
1.グローブをしましょう
カンタンに剥がれれば良いのですが、そうでないとどうしても強い力を入れてしまいます。
樹脂は硬いものが多いので、とても危険です。ケガをしないように、作業時は必ずグローブをするようにしましょう。

2.ゴーグル・メガネをしましょう
こちらも顔や目の安全を考慮し、ゴーグルやメガネをして作業を行いましょう。

まとめ
| 項目 | 対処方法 | |
| 1 | 対処方法・回避策 | 1.ラフトとの距離を増やす。 2.初期レイヤーの流量を下げる。 3.初期レイヤーの押出幅を下げる。 4.樹脂フィラメントを変える。 5.ラフトを使用しない。 |
| 2 | ラフトってどんなとき使うべき? | 1.仕上がりが悪いとき。 2.コピー造形をするとき。 |
| 3 | ラフトを剥がすときの注意点 | 1.グローブをすること。 2.ゴーグル・メガネをすること。 |
関連記事について
今回は「ラフトと造形物」を剥がしやすくする方法についてまとめましたが、「造形物とプラットフォームテーブル(ベッド)」を剥がしやすくする方法についてもまとめています。
3Dプリンターでこんなお悩みはありませんか? ・ プラットフォームから、造形物が剥がれない。・ 剥がすコツや便利な工具を知りたい。 本記事では、プラットフォームからうまく剥がすための対処をご紹介しています。 &[…]