今回はPro3をいろいろ触ることができましたので、「実際のところどうなのか」をレビューをしていきます。
プラットフォームプレートがフレキシブルになった
フレキシブルプレートは、プラットフォームを手で曲げることができ、楽に造形物を剥がすことができます。
もうひとつのメリットは「ラフトをあまり使わなくてもよくなった」ことだと思います。
今までは造形物をプラットフォームから剥がす際、スクレーパーがよく使われていました。ところがスクレーパーで造形物をキズつけてしまうことも少なくなかったため、保護する意味でもラフトが利用されていました。
本製品ではラフトを使う機会が減り、造形物にキズを付けることも少なくなることと思います。
ラフトって何?という方は↓の記事も参考にしてください。
FDM(熱溶解積層)の3Dプリンターでよく使用されるラフトやスカートという機能はご存じでしょうか? 今回は、それぞれの「役割」や「使いどころ」なんかを詳しく解説したいと思います。 ラフトと[…]
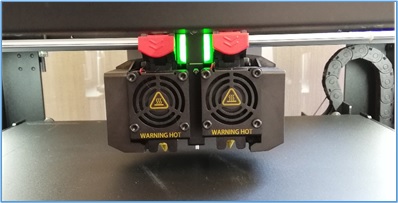
エアーフローシステムを実装

通常PLAなどは、熱の影響を受けやすいため、あえて外気に触れさせる必要がありました。このエアフローシステムを使用することで「庫内を閉め切った状態」でも熱の影響を受けにくくすることができます。
安全ルール上、外装カバーをしないと3Dプリンターを使えないという企業も少なくないため、この機能がフィットするところもあるのではないでしょうか。
実際に動かしてみたところファンの音が比較的大きいため、静かな場所で使うには気になるかもしれませんが、機能をOFFにすることが可能です。
ドア開閉センサー

機能のON/OFFは簡単に行うことができます。安全ルールが厳しい企業では、この機能がないと使用することができないケースもあります。
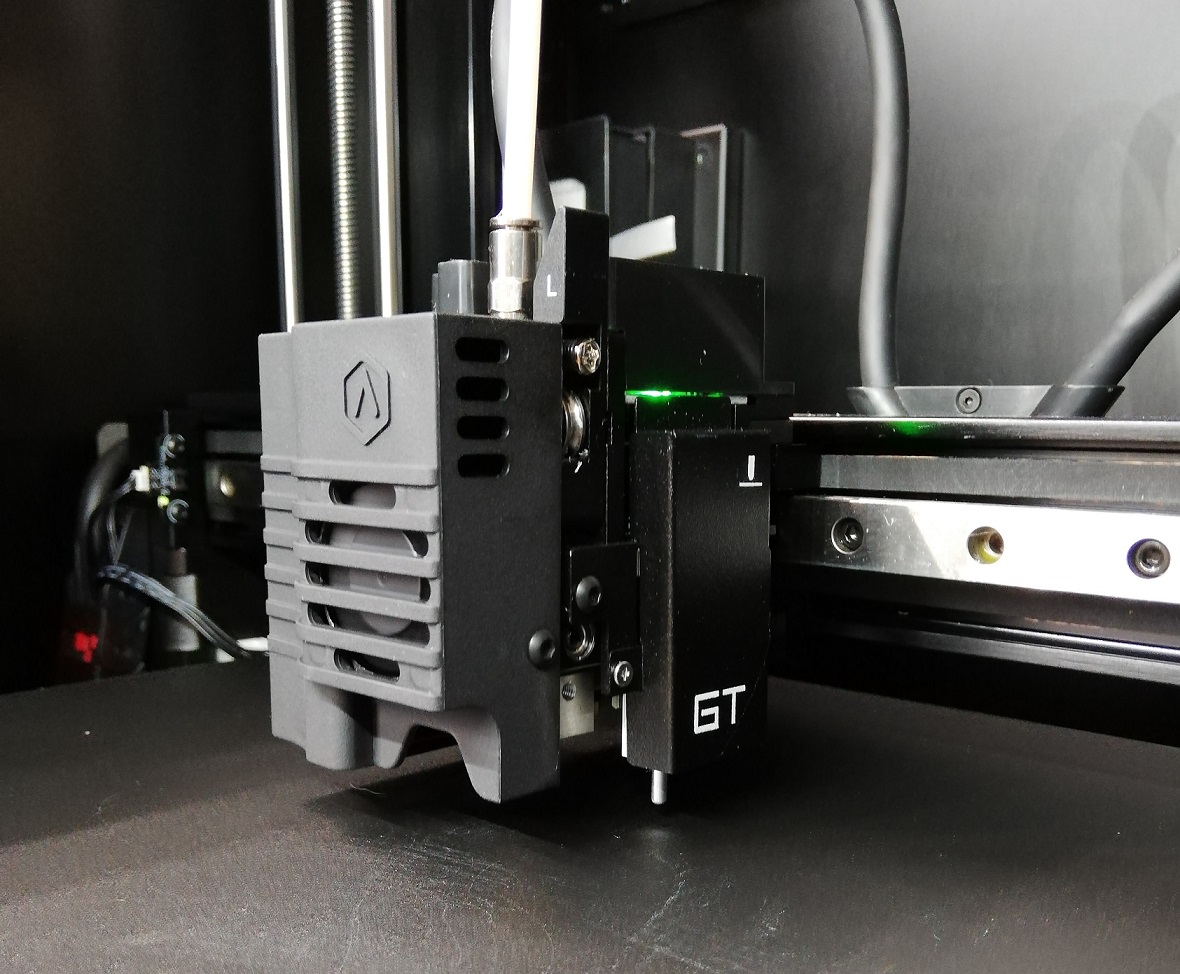
エクストルーダーの着脱が簡単になった
エクストルーダーは高い熱によって部品に大きな負荷がかかります。そのため、メンテナンスが必要な場所のひとつです。
↓の赤いレバーを上げることでロックが解除され、エクストルーダーごと引き抜けるようになっています。
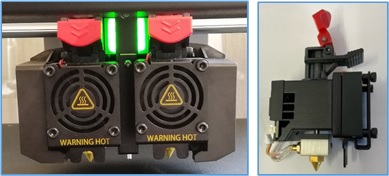
実際にやってみましたが、簡単ですね・・。
これにより「ノズル不良時の対応」や「違うサイズのノズル交換」が楽になります。
エクストルーダーの高さ調整が楽になった
従来までは、シックネスゲージを使って「手動」で調整を行っていましたが、PRO3からは「半自動」で調整できるようになりました。
仕組みとしては、↓のように高さの違うテスト線を16本ほどプリントし、波々線(ナミナミ線)になるのは何本目か?というのを指定します。
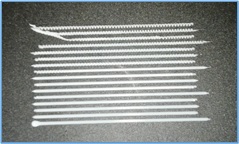
つまりこれによって「ノズルとプラットフォームの物理的な間隔」を測定することができ、補正を加えることができます。
スリープ機能が使える
造形中に数分間さわらなければ(時間は変更可能)、自動的にパネルやライトをOFFにすることができます。
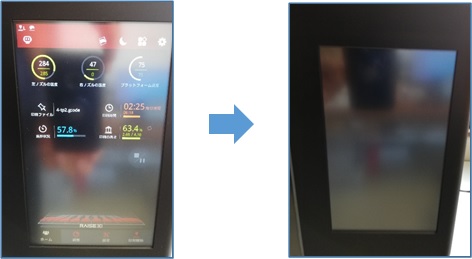
これで真夜中に機械の明かりが周囲を不気味に照らすということもなくなるでしょう。
エクストルーダーが軽い
手で↓のエクストルーダー部を手で動かしてみたところ、Pro2よりも軽く移動することができました。

それにより、部品(モーターやベルト・軸など)への負担が軽減されますし、移動の切り替えしをスムーズに行えるため、プリント精度も高くなると感じました。
停電復帰機能
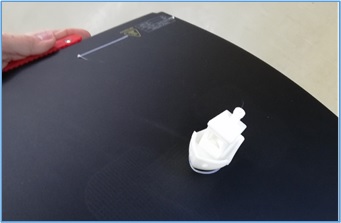
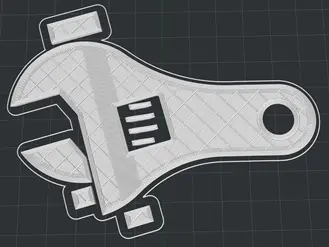
Raise3D Pro3で実際につくってみた
↓はテスト造形したみた結果です。
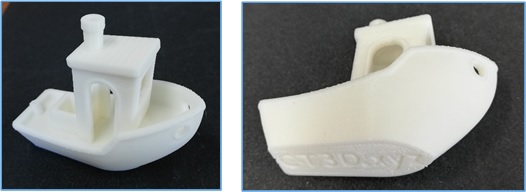
窓のブリッジ部や、オーバーハング部がきれいにプリントされていることが分かります。
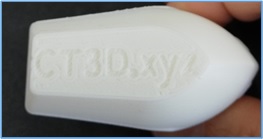
底面の文字もきれいに出力されています。
ラフト無しで造りましたので、フィラメントの消耗が抑えられるのも嬉しい点でした。
Raise3D Pro3をご検討されている方
Raise3D Pro3について

おすすめ記事
Raise3Dシリーズには「E2」というモデルもあります。
ミラー造形ができるので、生産性の高いプリントを行うことができます。
この記事について 【【Raise3D E2】どんな機械?特徴を実際に検証!】 Raise3D E2はFDM(熱溶解積層)方式の3Dプリンターで日本3Dプリンター社が国内総代理店で販売されている3Dプリンターです。機能は色々あるよう[…]