FDMの「造形失敗例・対処方法」は、こちらの記事も参考にして下さい。
本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]

この記事について
光造形の3Dプリンターでは、さまざまなトラブルが発生します。
そこで今回は、よくある造形の失敗例および対処方法をまとめました。
症状によって、目次からお探しください。

プラットフォームに何もできていない
ジョブが完了した後に、プラットフォームに何もできていないということがあります。一瞬故障かと思ってびっくりしますよね。
考えられる原因と対処方法は下記の通りです。
<露光部品が故障していないか確認する>
発光部は、急に故障することもあります。
露光テストをする機能があるかと思いますので、確認してみましょう。

<レジンタンクに造形物が残っていないか確認する>
レジンタンク内のフィルムに、不要な造形物が張り付いていることがあります。
その場合は、フィルムを傷つけないように「ゴム製やプラスチック製のスクレーパー」を使って、除去しましょう。

<プラットフォームの位置調整が正しいか>
プラットフォームの「Z位置」が上にズレてしまっている可能性があります。
極端にズレていると、層が厚くなってしまいプラットフォームに定着してくれません。
<初期層(低層部)の露光時間を長くする>
スライサーソフトの「初期層の露光時間」は、もともと長く設定されているはずですが、改めて確認してみましょう。もし時間が短い場合は、30秒程度に変更してみて下さい。
<プラットフォームまたはレジンを温める>
レジンは、温めることで接着力が上がります。
基本的に、水洗いレジンは温めなくても問題ありませんが、通常のレジンであれば多少温めた方が良い場合があります。
※実施する際は、必ずメーカーの説明書や注意点を確認してください。
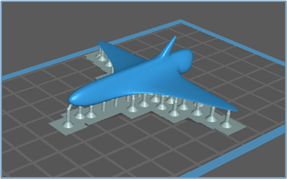
モデル部が何もできていない
サポート部はできているが、モデル部分が何もできていないということもあります。
考えられる原因と対処方法は下記の通りです。
<露光時間を長くする>
露光時間を少し長くすることで、解決する場合があります。
<サポートの密度を上げる>
サポート密度が低いと、症状が発生することがあります。
扱う機種や形状によりますが、密度を50%~60%程度にすることをおすすめします。
<モデルを回転させる>
形状によりますが、サポートが極力つかない角度に回転させることをおすすめします。
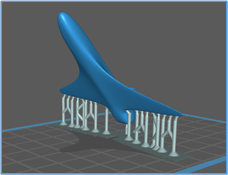
プラットフォームから造形物が落ちる
規制液面法は、宙づり状態で造形されます。

そのため、大きい造形物などは自重によって落下してしまう事があります。
基本的な対処方法は下記の通りです。
<プラットフォームの原点調整を行う>
Z軸の位置がズレていると、プラットフォームとの接着が弱まることがあります。
改めて、原点調整をしなおしてみましょう。
<初期層(低層部)の露光時間を長くする>
露光時間を長くすることで、硬化が進み、剥がれにくくなります。
スライサーソフトで初期層を「+10秒~+20秒」ほど長くしてみましょう。
<プラットフォーム、レジンを温める>
プラットフォームやレジンを温めることにより、接着力が増します。
40℃ほどで湯煎を行ってみましょう。
※実施する際は、必ずメーカーの説明書や注意点を確認してください。
プラットフォームから剥がれにくい
プラットフォームテーブルに「ガチガチ」にくっついてしまうことがあります。

基本的な対処方法は下記の通りです。
<プラットフォームの原点調整を行う>
Z軸の位置がズレていると、不要にプラットフォームと発光部が近づいてしまいます。
改めてZ軸のホームポジションを正しい位置に設定しなおしましょう。
<初期層(低層部)の露光時間を短くする>
露光時間が長いと、不要に硬化され、プラットフォームと造形物が接着してしまいます。
初期層の露光時間を短くしてみましょう。
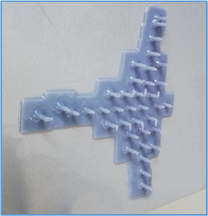
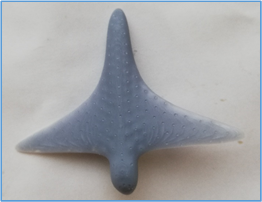
造形物にサポート痕が残ってしまう
サポートを建てると、どうしても除去した痕が残ってしまいます。
基本的な対処方法は下記の通りです。
<モデルを回転させる>
そもそもサポートを付けなければ、サポート痕は残りません。
光造形は、モデルを斜めに配置してもきれいに造ることができますので、その特徴を活かし「極力サポートがつかない置き方」をしましょう。
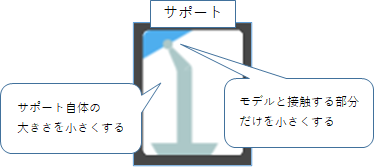
<サポートの設定を調整する>
スライサーソフトで、「サポートのサイズ」や「接触部のサイズ」を小さくすることができます。
小さくすることで、サポート痕を目立たなくすることができます。
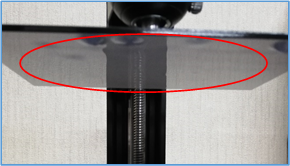
積層痕が荒い
光造形は、積層痕は目立たないことが多いです。
より目立たなくしたい場合は、下記の設定を確認します。
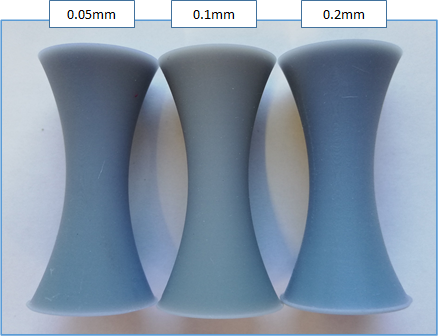
<積層ピッチ(レイヤーの高さ)を下げる>
積層ピッチ(レイヤーの高さ)を0.05mm以下にしてみましょう
下記は、レイヤーの高さの違いです。
 。
。
おすすめ記事
本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]