これまで、PLAフィラメントでは、困難でした。
そこでBambulabより販売されている「半透明PLA」を、使ってみましたのでご紹介します。

動画で見る
本記事は、動画でもご視聴できます。

PLA Translucentってどんなの?
フィラメントを見てみると、こんな感じでうっすら透明になっていますね。

通常のPLAよりも透明性が高いので、ランプシェードやランタンの素材に使うととてもキレイに見えます。

色はブルーやオレンジなど10色と、たくさんありますね。ちなみに今回はアイスブルーを使います。
![]()
ボビンには、RFIDが取り付けられているので、BambuStudioで同期してくれます。

同期すると、フィラメントパラメーターを手動で選ばなくても、自動で認識するので便利です。

価格は1kgで4,680円です。通常のPLAベーシックが2,800円なので、やや高いですね。
プリントしてみた結果!
3Dプリンターは「Bambulab P1S」を使っていきます。

詳しくは、こちらの記事も参考にしてください↓。
関連記事:【どんな機械?】Bambulab P1Sを徹底レビュー!
低価格の「Bambulab A1」や「Bambulab A1 mini」でも使うことができます↓。

関連記事:Bambulab A1 AMS Liteを徹底レビュー!
まずは3D Benchyをマルチカラーでプリントしてみました。透けているので、中の充填構造がよくわかります。

ちょっとした模様に見えますね。重点形状を色々と変えるのも面白そうです。黄色いPLAと組み合わせていますが、キレイに接合されています。
![]()
続いて、壁(シェル)の枚数を1枚、2枚、3枚の、3パターンでプリントしてみました。
![]()
それぞれ見てみると、やはり壁1枚の方がよく透けていて、中の様子がよく見えます。

ただ、壁2枚、3枚でも中の状況は分かるので、そこまで大きな差はありませんでした。ちなみにパラメーターはPLA Translucentの初期値のまま行っています。
こちら↓は一般的なPLAフィラメントでプリントしたものです。中の状態はほとんど見えませんでした。
![]()
これだけでも、PLA Translucentの透明性が高いフィラメントというのがよくわかります。
続いて、広い面積のモデルを1層分プリントしたものです。厚さは0.2mmとなっています。一般的なPLAフィラメントでプリントするとこんな感じ↓です。うっすら透けているという程度です。

続いて、PLA Translucentです。この段階ではモザイクがかかった感じです。
![]()
文字の上に乗せてみると、こんな感じでしっかり透けています。一層だけだとブルーの感じはあまりなく、クリアな感じに見えました。
![]()
続いては、こんな感じのランプシェードです。もっと薄い青色になるかと思いましたが、そうでもなかったです。

周りを暗くすると、こんな感じになります。透明性が高いだけあって、キレイに見えます。

ちなみにこのモデルは、Bambulabモデルキットで販売されているLEDキットです。
関連記事:【プラモデル感覚】モデルキットを使ったら超簡単に実用品がつくれる!
続いて、サポートのある形状をプリントしてみました。これも重点部が透けて見えるので、ちょっと不思議な感じがします。

サポートは、あまり力を入れなくてもカンタンに剥がれてくれました。一般的なPLAとあまり変わらないです。

接触面の仕上がりも良さそうです。もっと仕上がりをこだわりたい方は、「PLA専用サポート材」を使うことをオススメします。
関連記事:手でカンタンに剥がせる「専用サポート材フィラメント」を使ってみた!
パラメーターを調整し、より透明にする方法!
比較結果をご紹介
先に、「初期パラメーター」と、「調整済みパラメーター」の比較結果からご紹介します。
モデルは、このような「厚さ1mm角」の板形状を使います。積層ピッチは0.1mmでプリントしますので、10層存在することになります。
![]()
まず最初は、PLA Translucentの標準パラメーターでプリントしてみました。結果はこんな感じです↓。

ちょっと曇りかかっていて、透明感はあまりなさそうです。
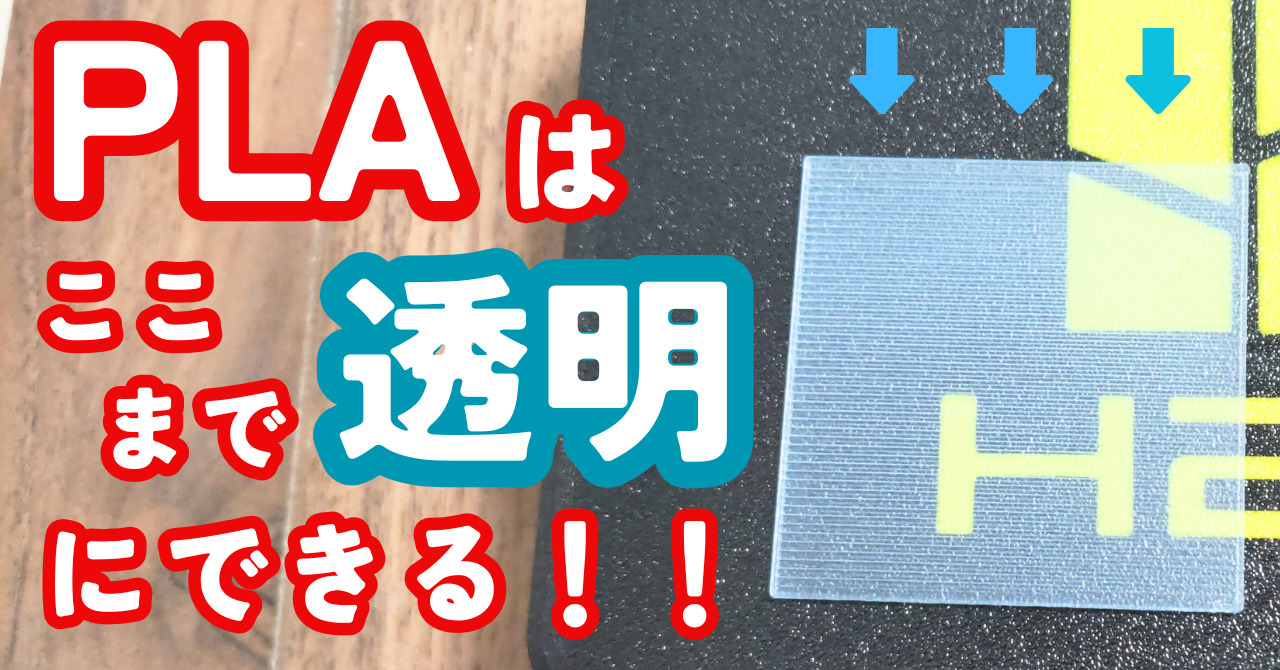
ただ、文字の上に置いてみると、しっかりと読むことができます↓
![]()
続いては、調整されたパラメーターでプリントしたものです↓。※ 細かいパラメーターは、後半で解説しています。

文字の上に置いてみると、いい感じに読み取れている気がします。曇りがあまりありません。
![]()
分かりにくいので比較してみると、こんな感じです↓。

初期パラメーターの方が曇っているように見え、調整済みパラメーターの方が、透き通っているように見えます。
PLAフィラメントでここまで透き通っているのは、あまりなかったように思います。
フィラメントパラメーターをご紹介
では、調整済みパラメーターを詳しくご紹介していきます。
まず、PLA Translucentフィラメントの「編集」(Edit)を選択します。

続いて、PLA流量比(Flow ratio)を「1」から「1.02」の間に変更します。初期値は0.98です。※今回は1.02にします。

やや値を増やすと、ライン同士の隙間を埋める効果を期待できます。
ノズルの温度(Nozzle)を230℃に上げます。1層目(Initial layer)と他の層(Other layer)の欄を変更します。温度を上げると透明性が高くなりやすいです。

「冷却」(Cooling)タブをクリックします。「ファン最低回転速度」(Part cooling fan)の値を「0」にして、ファンを無効にします。

通常PLAは、ファンを100%で稼働させると、仕上がりは良くなりますが、今回の場合、無効にすることで自然な冷却が行われ、収縮が穏やかになります。ただし、形状によっては、失敗する可能性もありますので注意が必要です。
フロッピーアイコンをクリックし、保存をしておきます。フィラメントの方はこれでOKです。

プリントパラメーターをご紹介
続いて、プリント条件のパラメーターをご紹介していきます。
「品質」(Quality)タブをクリックします。「積層ピッチ」(Layer Height)と「1層目の高さ」(initial layer height)を0.1mmに変更します。層を薄くすることで、透過性が高まります。

「線幅」(Line Width)を0.5mmに変更します。該当するところだけ、変更すれば良いですが、不明であれば一通り変更します。

この値を変更することで、1本あたりの線が太くなります。線を太くすることで、ライン同士の隙間を埋めることができ、透明性を上げる効果が期待できます。
「強度」(Strength)タブをクリックします。

「壁面層数」(Wall loops)を1に変更します。

「トップ面総数」(Top shell layers)と「底面層数」(Bottom shell layers)を0に変更します。

トップ面・底面のソリッド数を0にすることで、ノズル進行方向が同じ向きになります。それによって交差しなくなるので、透明性を上げる効果が期待できます。
初期パラメーターだと層ごとに交差してしまい、曇った感じになります↓。
![]()
「重点密度」(Sparse infill density)を100%に変更します。100%にすると、板の中身も、すべて塗りつぶされます。

「重点パターン」(Sparse infill pattern)は、整列直線(Grid)を選択します。
![]()
インフィル方向は90℃に変更します。別の角度でも問題ありません。

「速度」(Speed)タブをクリックします。

「1層目」(initial layer)や「他の層」(initial layer infill)などを20mm/sに変更します。低速の方が高い透明性が期待できます。
![]()
プリント速度については、「低速の場合」と「高速の場合」で試してみました。
その結果は以下のとおり↓。今回試した限りでは、そこまで大きな違いはなかったので、どちらでもいい気がしました。





