・ メリット、デメリットを知りたい。
・ PLAやABSの代わりになるの?
本記事では、3Dプリンターで使われているPETGフィラメントの特徴をまとめました。
私自身は、3Dプリンターの保守・サポートの仕事をしておりますので、そのような経験もお伝えできれば幸いです。
Creality K1でプリントしてみた動画
PETGをCreality K1でプリントしてみたので、こちらの動画も参考にしてください↓
PETGフィラメントとは?
① PETの強化版
「PETを強化したフィラメント」です。
PETと聞いて、真っ先に思い浮かぶのはペットボトルではないでしょうか? イメージのとおり、PETは柔軟性があってしなりに強い素材です。それをさらに強度や耐久性を高めたものがPETGになります。

② ABSとPLAの強化版
「ABSとPLAの弱点を解消したフィラメント」です。
たとえばABSは、耐熱性が高く、機械的特性が優れているフィラメントです。つまりとても頑丈なので、加工したり組みつけ・外装にも使うことができます。ところが収縮力がとても強いため、3Dプリントでは失敗しやすいという弱点がありました。
また一方で、PLAはとてもプリントしやすく、成功率の高いフィラメントです。ところが、耐熱性や強度が低いという弱点がありました。
PETGは、それらの弱点が克服されています。つまり失敗が少なく、頑丈なフィラメントと言うことになります。

PETGフィラメントを使うメリット
① 頑丈で高温に強い
とても頑丈で高温に強いです。

上記でもご説明したとおり、耐熱性や耐衝撃性が高いという特徴があります。モックアップ用途以外にも、強度が必要な場合に向いています。
② 失敗しにくい
失敗しにくいフィラメントです。
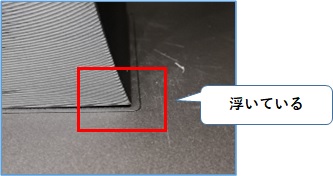
反りや浮きが起きにくいフィラメントです。そのためABSでうまくいかない場合の代替フィラメントとしても注目されています。
③ 低価格
低価格なフィラメントです。
近年では、多くのラインナップが流通している上に、低価格で購入することができるようになってきました。試してみたいという方にも敷居の低いフィラメントです。

④ クリア(透明)を使える
クリア(透明)色を使うことができます。
通常、ABSやPLAフィラメントなどは、白や黒・カラー色というラインナップがほとんどです。ところがPETGは、「クリア(透明)」フィラメントを使うことができます。

PETGフィラメントを使うデメリット
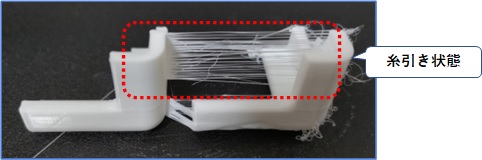
① 糸引き
「糸引きが発生しやすい」です。
糸引きは、ノズルが移動した際に、垂れた樹脂がひっぱられることで発生します。くもの巣のような見た目をしており、見た目に影響してしまいます。リトラクト(引き込み)という設定項目を調整することで、改善できる場合もあります。
糸引きの対処方法は、こちらもご覧ください。→ 【解決法】糸引きが起きる原因はなに?防止・処理方法
② 紫外線に弱い
「紫外線に弱い」です。

太陽光には紫外線が含まれていますが、長い間晒されてしまうと、強度が落ちたり表面が変色します。そのため、屋外での使用には向いていません。
もし屋外での使用を求める場合は、「ASA」や「PC(ポリカーボネート)」フィラメントの方が良いでしょう。

PETGフィラメントの扱いやすさを分析する

1.全体的な造形のし易さ ◎
何度もプリントを試しましたが、プラットフォームからの剥がれや浮き、反りなどは特に発生しませんでした。またノズル詰まりも発生しませんでした。
2.テーブルの定着性 ◎
テーブルに張り付きすぎることはありませんでした。またラフトを使ってもテーブルからは、問題なくはがすことができました。
ところが、モデルからラフトが剥がせないという症状が起きました。この場合は、スライサーソフトでラフトを無効にするか、モデルとラフトの間隔をとる調整が必要になってきます。
またガラステーブルの場合は、定着が弱くなってしまうので、糊(ノリ)を塗ってからプリンスとすると剥がれにくくなります。こちらの記事も参考にして下さい。→ 【3Dプリンター】おすすめのスティックのりはどれ?
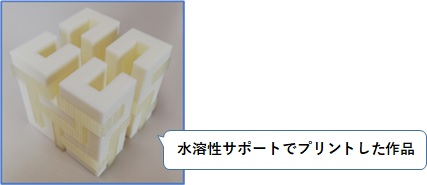
3.他の樹脂との相性 ×
たとえばPLAは「手で剥がしやすいサポート材」や「水溶性サポート材」を併用することができます。ですが、PETGはそれができませんので、サポート材は同じ樹脂を使うことになります。
とは言っても、水溶性サポート材にもデメリットはありますし、サポートは同じ樹脂で作った方が精度が高いというメリットがありますので、そこまで重要視する必要はないでしょう。
ちなみにサポートを使う際は、調整をしっかりと行う必要があります。甘いと剥がれにくくなってしまいますので注意しましょう。
またバリが残りやすい傾向がありますので、こちらも参考にしてください。→ 【3Dプリンター】おすすめしたいバリの取り方
4.後加工のし易さ 〇
PETGフィラメントをプリントすると、表面に光沢がでます。研磨したところ光沢感を無くすことができましたが、ムラになってしまいました。
そのため、やすりを使わない方法で見た目をキレイにできると良いです。 積層痕を目立たせない方法はこちらの記事も参考にして下さい。→ 積層痕とは?滑らかに見せる5つのコツ
5.匂いの無さ ◎
たとえばPLAであれば、少し甘い匂いがします。ですがPETGの場合は、とくに気になりませんでした。ですが、匂いに敏感な方は、以下のような対策が必要です。
・ カバーができる3Dプリンターを使うこと。
3Dプリンターの置き場所や環境については、こちらの記事もご覧ください。→ 【重要】3Dプリンターの理想的な置き場所・環境
6.湿気に対する強さ △
とくにPETGは「糸引き」になりやすいので、湿気対策をしっかり行った方が良いでしょう。パッケージ開封後は、フィラメントドライヤーにセットして使うことをオススメします。

またフィラメントの保管方法については、こちらの記事も参考にしてください。→ フィラメントの保管に真空パックを使うべき理由【おすすめ】
7.価格 ◎
ラインナップが豊富で、ABSやPLAよりも安い商品が販売されています。
8.強度 〇
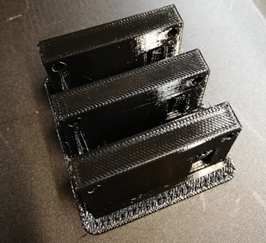
試しに、以下のような「ラフト付きの試験棒」をプリントしました。ラフトを剥がそうとしましたが、スムーズに剥がれてくれません。

そこで強めに力を入れてみたところ、割れてしまいました。
ABSではもう少し曲がってくれます。そこで以下の対策をおすすめします。
・ インフィルの押出幅や流量を上げる。
つまり「フィラメントの劣化を予防」し、インフィル部の出力を上げることで「頑丈に仕上げる」という効果が期待できます。
またラフトを剥がしやすくするには、以下のように「0.3mm」のモデルとラフトのすき間を設けると良かったです。
| 間隔 | 結果 | |
| 1回目 | 0.15mm | 無理に剥がそうとすると割れる |
| 2回目 | 0.2mm | 無理に剥がそうとすると割れる |
| 3回目 | 0.3mm | うまく剥がれた |
9.耐熱温度 〇
PLAよりは高いですが、ABSよりは低い温度になります。
他のフィラメントとの違い
以下の表↓は、私の経験によるものですが、ほかの樹脂と比較してもクセは少なかったです。
| 項目 | ABS | PLA | PP | PC | PETG | TPU | PA | 木質 | |
| 1 | 全体的な造形のし易さ | 〇 | ◎ | △ | 〇 | ◎ | △ | △ | 〇 |
| 2 | テーブルの定着性 | △ | ◎ | △ | ◎ | ◎ | ◎ | △ | 〇 |
| 3 | 他の樹脂との相性 | △ | ◎ | △ | 〇 | × | 〇 | 〇 | × |
| 4 | 後加工のし易さ | ◎ | △ | △ | 〇 | 〇 | △ | △ | 〇 |
| 5 | 匂いの無さ | 〇 | ◎ | ◎ | 〇 | ◎ | ◎ | 〇 | △ |
| 6 | 湿気に対する強さ | 〇 | ◎ | 〇 | 〇 | △ | △ | × | △ |
| 7 | 価格 | ◎ | ◎ | 〇 | 〇 | ◎ | 〇 | △ | 〇 |
| 8 | 強度 | ◎ | △ | ◎ | ◎ | 〇 | ◎ | ◎ | △ |
| 9 | 耐熱温度 | 〇 | △ | ◎ | ◎ | 〇 | 〇 | ◎ | – |
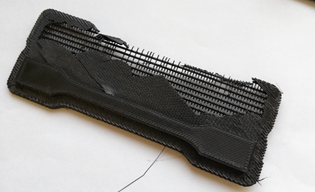
糸引きの対策
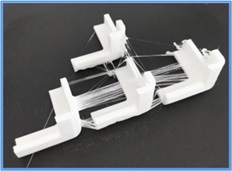
糸引きとは、ノズルから垂れた樹脂がひっぱられて起きます。以下のようになるとニッパーを使って除去しても、痕が残ってしまいます。
症状を緩和させるため、2つの設定を変えて試してみました。
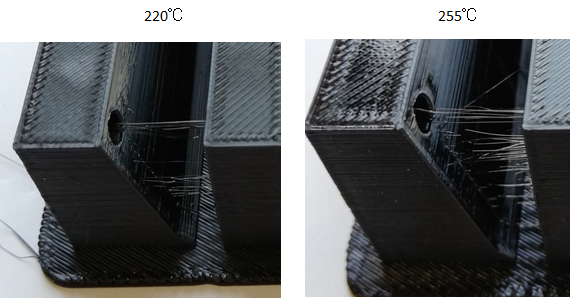
① 温度を変えてみる
以下はノズル温度を220℃と、255℃でプリントした時の比較です。完全に無くすことはできませんが、220℃の方が症状が軽くみえます。
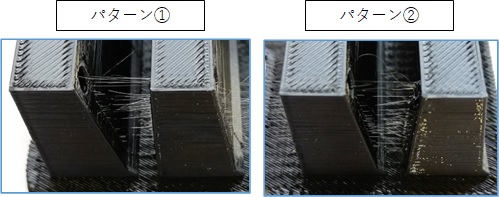
② リトラクトを変えてみる
リトラクトとは「フィラメントを引き戻す機能」のことです。それにより糸引きを緩和させる効果があります。
今回は、「① リトラクト量(引き込み量)」と「② リトラクト速度(引き込み速度)」を変更して、それぞれプリントします。
| リトラクト速度(引き込み速度) | リトラクト量(引き込み量) | |
| パターン① | 40mm/s | 1.5mm |
| パターン② | 60mm/s | 3mm |
それぞれプリントした結果は、以下のようになりました。結果としては、あまり違いは見られませんでした。
今回の検証では、ノズル温度を下げた方が効果的でした。
おすすめ記事
3Dプリンターでは、残念ながら「造形に失敗する」ということがよく起きます。なぜなら樹脂にはたくさんの種類があり、特性がそれぞれ異なるからです。 そこで、失敗しにくい樹脂の一つである「PETGフィラメント」を使ってみ[…]