・ ノズル詰まりを減らしたい。
もしかすると、ノズル径のサイズを変えることで、お悩みを解消できるかもしれません。
また今回は、Creality K1という超高速3Dプリンターも使っていますので、さらに短時間なプリントが実現可能です。
ノズル径の大きさには種類がある
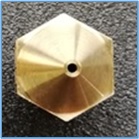
FDM方式の3Dプリンターは、ノズルが使われています。
ヒーターによって高温度で溶かされた樹脂は、押出機の力によってノズルから排出されます。ノズルの穴のサイズが変わると、「造形線の太さ」も変わってきます。
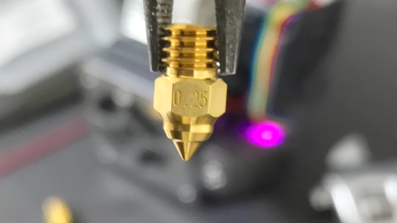
一般的なノズル穴のサイズは0.4mmですが、その他には0.2mmや0.6mm、0.8mm、1mmなどがあります。
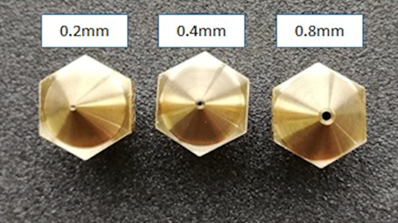
0.2mmノズルは細い造形線をプリントすることができるので、小さくて細かいモデルに向いています。また、0.6mmや0.8mmノズルは造形線が太くなるため、構造がシンプルな大きめのモデルに向いています。

大きいノズルを使うデメリット
① 小さいモデルに向かない
1つ目は「小さいモデルに向かない」点です。

0.8mm系のノズルに変更すると、押し出し幅も0.8mmとなり、造形される線は太くなりますので、細かい部分が表現されにくくなり、線との間に隙間が生まれやすくなります。
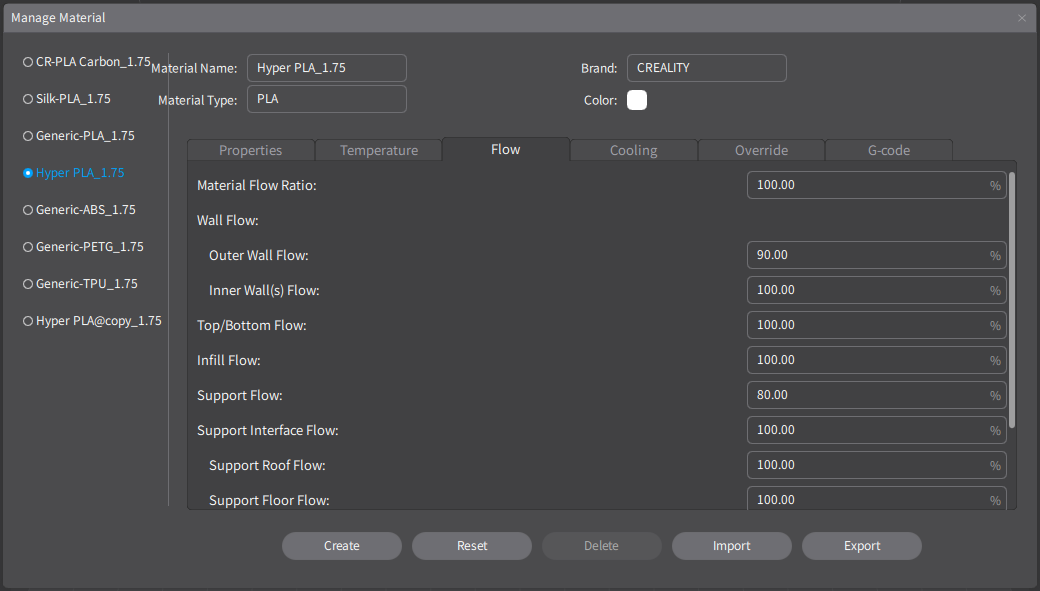
その場合は押出幅や流量を調整して解消されるかを試します。例えば、押出幅を100%から90%に下げることで、樹脂の出力を調整してくれます。
② シーム部分が目立つ
1つ目は「シーム部分が目立つ」点です。

シームとは継ぎ目のことです。各レイヤーをプリントするには開始点と終了点が必ず発生します。そのつなぎ目のことを指します。

大きいノズル系を使うと、このシーム部分の流量が不足し、見栄えが悪くなりやすい傾向にあります。Creality Printというスライサーソフトでは、調整できますので、後ほどご紹介いたします。
③ 樹脂垂れが起きやすい
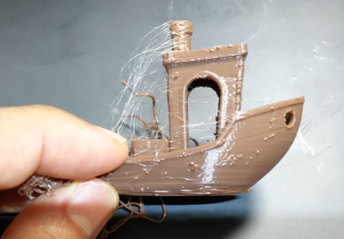
3つ目は「樹脂垂れが起きやすい」点です。

ノズルの排出口が大きいため、樹脂が垂れやすくなり、糸引きや樹脂のカスができやすくなります。ファン・リトラクション・トラベル速度などを調整することで改善できる可能性があります。

大きいノズルを使うメリット
① プリント時間が短縮できる
1つ目は「プリント時間が短縮できる」点です。

造形線を太くすることができるので、一層あたりにかかるプリント時間を減らすことができます。また、積層ピッチの値も増やすことができますので、仕上がり具合を見ながら時間短縮をすることができます。
② ノズル詰まりしにくい
2つ目は「ノズル詰まりしにくい」点です。

ノズルの穴が大きいと、ゴミ・焦げ・不要な樹脂が排出されやすくなります。それによりノズル詰まりしにくくなりますので、トラブル対応する頻度を減らすことができます。
Creality K1で、実際にで造形してみる
Creality K1は、自動レベリング調整かつ、超高速なため「早くてキレイな」プリントをすることができます。

またフィラメントは、「eSUNのPLAフィラメント」を使用しました。色はブラウンです。安価に購入することができるので、度々利用しています。

参考程度ですが、MVSは「32mm3/s」に設定し、0.8mmノズルを使用し、0.2mmピッチで実施しました。速度は200mm/sで行いました。
① シームの見栄えが良くない
まず、シーム部ですが初期設定のままでは欠損しました。継ぎ目の部分がプリントしきれていないため、汚く見えてしまいました。

そこで、Creality Printというスライサーソフトの「Outer Wipe Wall Distance」を0.2mmから1mmに変更しました。Advancedのトグルをオンにして、Shellの項目内に表示されます。
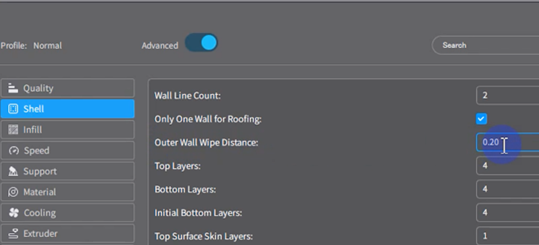
するとこんな感じで埋まりました。ちょっと埋めすぎているので、もう少し値を下げた方がいいと思います。

② 定着が良くない
また、定着が良くないこともありました。0.4mmノズルだと発生しにくいですが、ノズル穴が大きいことによる影響が考えられます。

今回はInitial Layer Flow(初期層流量)を100%から105%に変更して、問題ありませんでした。
多少寸法に影響する可能性があります。その場合は糊(のり)を使う方法もありますので、それを試してみるのもいいです。

③ 積層面の精度が下がる
続いて、側面に模様があるモデルをプリントしてみます。
積層ピッチは0.2mm、0.3mm、0.4mmでそれぞれプリントしてみました。まず↓0.2mmピッチでプリントしたものです。側面の模様は認識できるレベルでした。

続いて、0.3mmピッチでプリントしたものです。模様が少し崩れているように見えます。

続いて、こちらは0.4mmピッチです。模様が完全に崩れてしまいました。

一般的に使われる0.4mmノズル、0.2mmのピッチでプリントしたものは、模様はくっきりと表現されているのがわかります↓

並べてみるとこんな感じで、一番左は0.4ミリノズル0.2mmピッチで、続いて0.8mmノズルの0.2mmピッチ、0.3mmピッチ、0.4mmピッチと続きます。

流量や押出幅を調整すれば、少しマシになるかもしれませんが、側面部に模様がある場合には注意が必要です。
さらに造形してみた モデル①
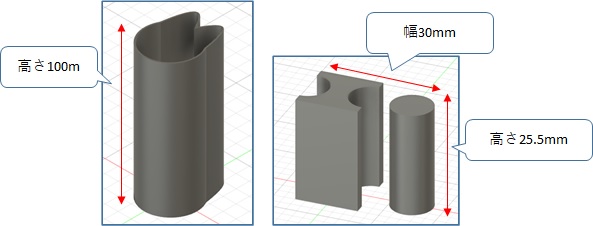
早速ですが、造形結果を記載していきます。 分かりやすいように0.4mmノズルで造ったものと比較してみます。
<底面部>
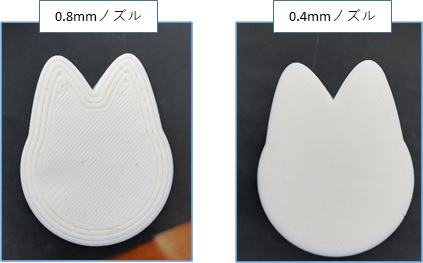
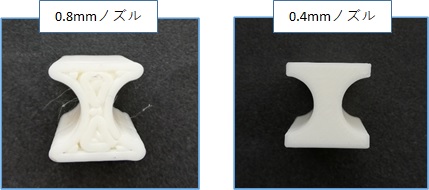
シェル(壁)の線の太さが明らかに違うことがわかります。
線が太いために、細かいところが塗りつぶせていません。
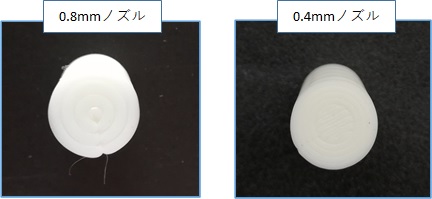
こちらも同様に線の太さが違います。
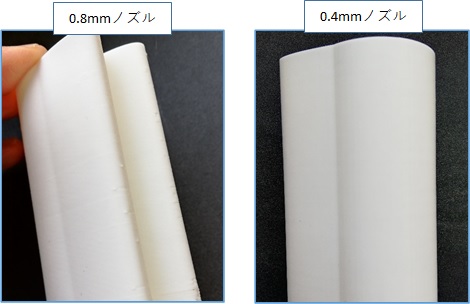
<積層面>
続いて積層面です。
<造形時間について>
上記のモデルを作る時間に、大きな違いがありました。
| ノズル径 | 積層ピッチ | 造形時間 | |
| ① | 0.8mmノズル | 0.3mmピッチ | 1時間3分 |
| ② | 0.4mmノズル | 0.2mmピッチ | 4時間43分 |
3時間以上も早くつくることができました。
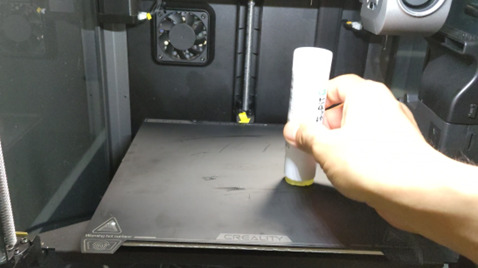
実際に造形してみる モデル②
工具などを収納する大きめのケースです。
では造形結果です。

下の写真は横から見た積層部です。

ちょっと見にくいですが、あまり積層痕はめだっていません。
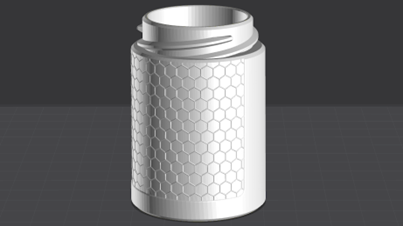
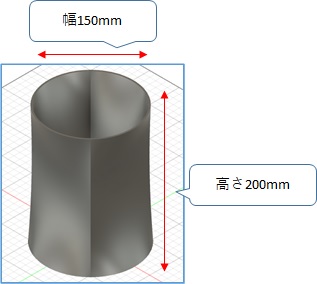
ここまで変わる!? プリント時間について
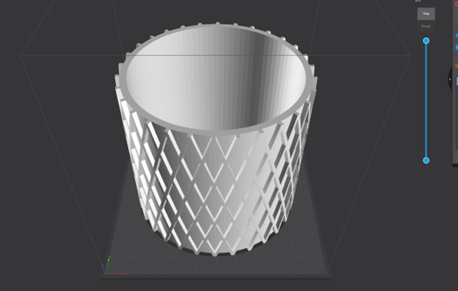
この植木鉢でプリント時間の違いを比較します。モデルのサイズは180mm×180mm×160mmとなります。
スライス結果は以下のようになりました。
| 3Dプリンター速度 | ノズル径 | 積層ピッチ | 造形時間 | |
| ① | ハイスピード機 | 0.4mm | 0.2mm | 13時間14分 |
| ② | ハイスピード機 | 0.8mm | 0.2mm | 11時間37分 |
| ③ | ハイスピード機 | 0.8mm | 0.3mm | 8時間37分 |
| ④ | ハイスピード機 | 0.8mm | 0.4mm | 7時間21分 |
| ⑤ | 標準スピード機 | 0.4mm | 0.2mm | 81時間51分 |
上記のように、ハイスピード3Dプリンターを使うと、プリント時間の大幅な短縮ができます。また0.8mmノズルを使うことで、さらなる時間短縮が見込めます。
以上、0.8mmノズルを使用した結果とプリント時間の違いについて詳しく説明しました。0.8mmノズルを使うことで、プリント時間の短縮が可能であることが示されました。特に大きなモデルを迅速にプリントする必要がある場合には、このノズルサイズの利点が際立ちます。
まとめ
ある程度大きいモデルを作る場合は、非常に効果的でした。
| 項目 | 説明 | |
| ① | 0.8mmノズルとは? | 穴が0.8mmのノズルのこと |
| ② | メリット | 1.造形時間が短くなる。 2.定着が良くなる。 |
| ③ | デメリット | 1.造形線がめだつ。 2.積層痕がめだつ。 3.小さいモデルは、端部にスキマができる。 |
おすすめ記事
3Dプリンターでは、0.2mmノズルを使うことで、精密なプリントを行うことができます 今回は「小さいモデル」を実際にプリントしてみましたので、ご紹介していきます。 0.2mmノズルとは?[…]