この記事について【PC(ポリカーボネート)を検証】
この記事では、Polymaker製のPC(ポリカーボネート)を使い検証しています。造形時に起こりやすい症状や、その対処方法についてまとめていますので、造形成功への手助けになれば幸いです。
今回使用したフィラメント

プラットフォームにラフトがくっついてしまう場合

機械によってはプラットフォームに強烈に接着してしまうことがあります。
ガチガチにくっ付いてしまうと、造形物と一緒にシートが剥がれてしまいます。

対処方法
ラフトとプラットフォームをくっ付きにくくする必要があります。
そのためには、下記のようにスライサーソフトの設定を変更します。
①ラフトの1層目の流量を減らす
②ラフトの1層目の充填率を減らす
③ラフトと1層目の間隔をあける
上記は、スライサーソフトによって出来ないことがあります。

プラットフォーム自体を変更する方法があります。
今回は、プラットフォームをガラス板に変更し、実際に試してみました。
糊はガラスの表面に5回程度塗りました。
ギャップ調整(ノズルとテーブルの間隔調整)を実施しました。

テーブル温度は260℃で実施したところ、問題なく定着しました。
また肝心な、剥がれに関しては丁度よい感じになりました^^
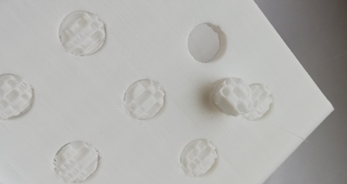
ラフトと造形物が剥がせない場合

PC同士は、接着が強いため造形物からラフトが剥がせなくなることがあります。
対処方法
スライサーソフトの設定を変更し、解決させます。
スライサーソフトの設定で、1層目の厚さ(間隔)や流量を調整できるものがあります。
厚さや流量を減らすことで、剥がし易くすることが可能です。
糸引きが発生する場合

PCは、糸引きが発生しやすいフィラメントです。
対処方法
ほとんどのスライサーソフトでは、リトラクト機能がONになっているはずですが、もしOFFの場合はONに変更しましょう。
3Dプリンターのリトラクトとは? FDM方式では欠かせないリトラクトについて解説します。リトラクトとはどういう機能でしょうか? 特徴など参考にして頂き、造形成功の手助けになれば幸いです。 […]

スライサーソフトによっては、リトラクトの「速度」「量」「距離」が調整できます。
糸引きしてしまう場合には、それぞれの値を増やしてみてください。
一気に増やしすぎると「ノズル詰まり」の原因を作ってしまうことになるので、注意しましょう。
糸引きは、ノズルの温度が高い場合に発生することがあります。
温度を規定よりも10℃ほど下げてみてください。
サポートが剥がせない場合
同じPCのフィラメントでサポートを建てた場合、除去にくくなる場合があります。
対処方法
スライサーソフトによっては、「モデル」と「サポート」の間隔を狭めたり、広げたりすることが可能です。
PC同士は、接着しやすいので少し間隔を広げてみましょう。
サポートの流量を減らすことで、サポート材が剥がしやすくなります。
数%減らしてみましょう。
サポートの充填率を減らすことで、サポート材が剥がしやすくなります。
あまり減らしすぎると、モデル精度が落ちますので注意してください。
あまりにも除去し難い場合は、専用サポート材を使用します。
Polysupportという楽にサポート材を除去することが可能なサポート専用フィラメントがあります。
ポリサポート(Polysupport)で造形! 今回は、FDM方式の3Dプリンターで使用可能なPolymaker製のポリサポート(Polysupport)で実際に造形しました。造形体験記になりますので、過程も記載し[…]
まとめ
今回は、造形時に発生しやすい症状をまとめました。今回使用したフィラメントは下記の通りです。
安価なフィラメント
また近年では、安価なフィラメントが販売されています。






