
今回はCreality K1という3DプリンターでABSを使うと、どんな感じに仕上がるのか?をご紹介したいと思います。
ABSフィラメントを使うにはパラメーター値がとても大切になります。そこで設定値もご紹介いたしますのでぜひ最後までご覧ください。
Creality K1/K1 MAXについて
この後ご紹介しますが、この価格では考えられない機能が盛り込まれています。
特別サポート内容
① 営業時間内におけるサンプル出力までの丁寧なメールサポート
② 初期不良時の無償交換(商品発送後1か月以内)
③ 1年以内の無償修理(SK本舗専門保守チームが対応)
④ SK本舗特製3Dプリンターガイド冊子をプレゼント!!(30ページ以上の大ボリューム)


Creality K1C登場!

紹介記事もご覧ください↓
関連記事:【Creality K1C】メリット・特徴はこれ!
動画で見る
本記事の内容は、動画で見ることもできます↓
ABSフィラメントって何?
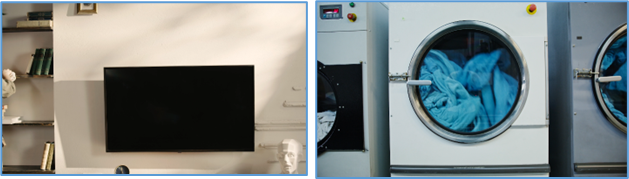
ABSは身近に使われている樹脂の一つです。例えば洗濯機やパソコン、自動車部品、おもちゃ、テレビなど幅広く使われています。ここではABSの特徴を3つほどご紹介いたします。
① 衝撃に強い
1つ目は衝撃に強いという点です。
ABSは靱性に優れています。靱性が高いと樹脂自体に粘り気が出るため、衝撃を受けても壊れにくくなります。PLAは強度は高いですが、落とすと割れやすい性質がありますが、ABSは割れにくいといった特徴があります。

② 熱に強い
2つ目は熱に強い点です。
軟化温度はおよそ80°Cから始まります。軟化温度とは樹脂が柔らかくなる温度のことです。ちなみにPLAは60°Cくらいからなので使い方には注意が必要です。

③ 加工がしやすい
3つ目は加工がしやすい点です。
研磨やヤスリなどの加工がやりやすいので、DIY目的の場合はABSが適しています。ちなみにPLAは表面が硬いため加工がしにくいことがあります。ヤスリがけしやすい樹脂については別の動画でもご紹介していますので、参考にしてみてください。

Creality K1がABSプリントに適している理由
Creality K1はABSやASA、PC、PA-CFなどの難易度が高いフィラメントを扱うことができます。その理由は主に2つあります。
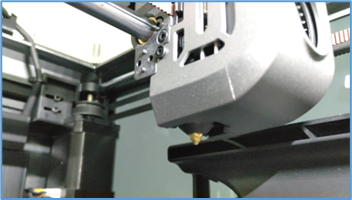
① ノズルが300℃、テーブルが100℃まで出力可能
まず一つ目はノズルが最大300度、テーブルが100度まで出力できる点です。
エンジニアプラスチックは高温で溶かす必要があるため、ノズルヒーターを300°Cまで上げることができます。また、造形物が剥がれないようにするためにテーブルは100度まで上げることができます。
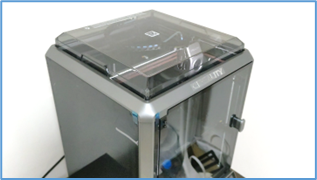
② エンクロージャーがある点
2つ目はエンクロージャーがある点です。
エンクロージャーとは外カバーのことですが、このように覆われていることで庫内温度を維持することができます。エンクロージャーがないタイプだとクラック(積層割れ)や剥がれが起きやすくなります。Creality K1でプリントしてみると、50度ほどの温度が保たれていました。

ABSでプリントする【その1】
先にご紹介しておくと、今回はeSUNのABS+(プラス)というフィラメントを使用します。

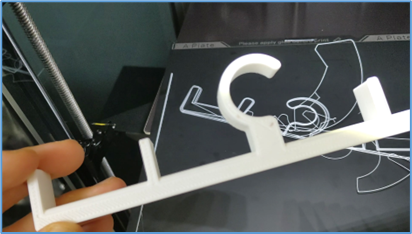
まず最初はこんな感じのモデルをプリントしていきます。スライサーソフトはCreality Printを使います。
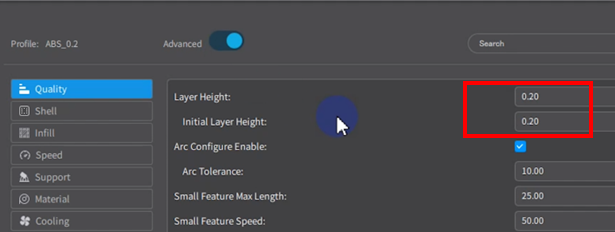
マテリアルですが、まずは標準で入っているGeneric ABSをそのまま使います。積層ピッチは最初だけ0.1mmでプリントします。本当は0.2mmでやろうとしたんですが、見落としてしまいました。
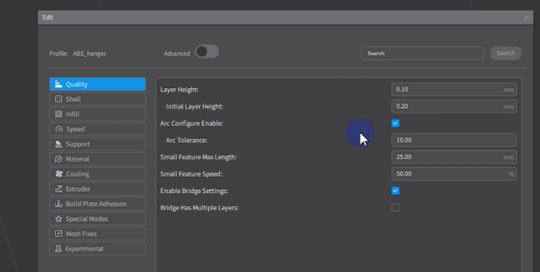
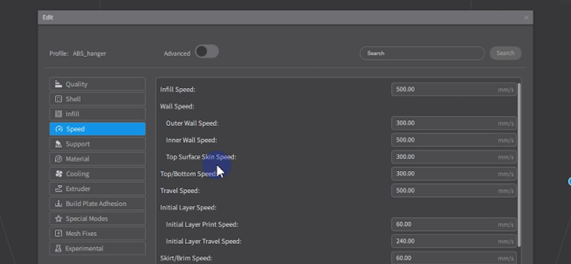
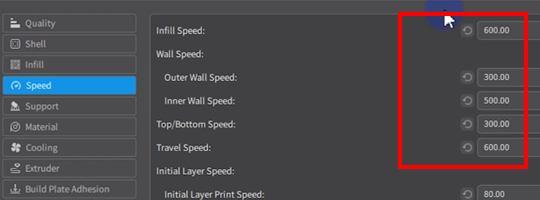
Creality K1は高速機なので、500mm/s(パーセック)でやります。外壁は300mm/sに抑えています。
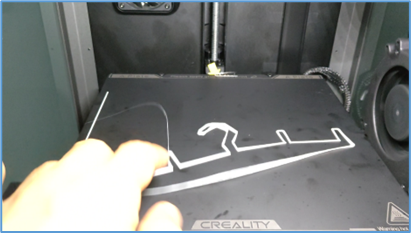
早速プリントしてみると、定着しませんでしたのでジョブを停止します。このように手で簡単に剥がれてしまいます。
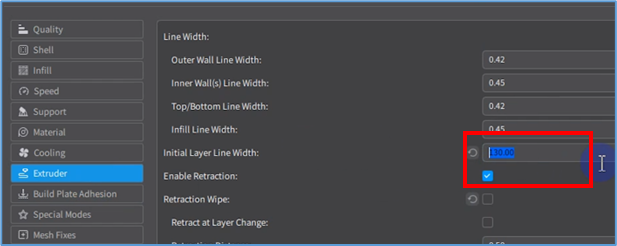
そこでInitial Layer Widthを100%から130%に変更します。この操作で最初の層の造形線を太くするということをしています。
プリントした結果、定着しましたが、少し反っているのに加えて底面の造形線に隙間が空いています。
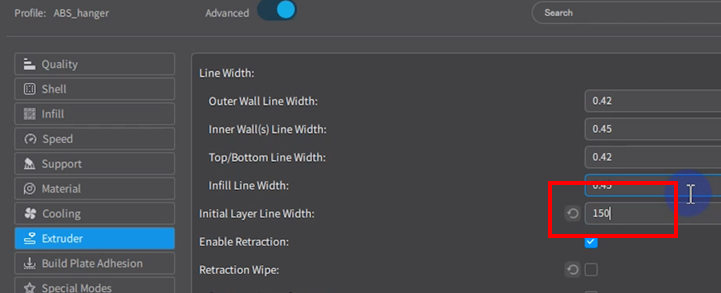
そこでInitial Layer Widthを150%に増やします。さらにInitial Layer Flowを100%から115%に増やします。これにより造形線をさらに太くし、排出する樹脂量を増やします。
結果はこのようになりました。テーブルにしっかりと定着しています。今回はブリムをつけていますが、なくても問題ないです。むしろない方が除去の手間がいらないので、その方がおすすめです。
ABSでプリントする【その2】
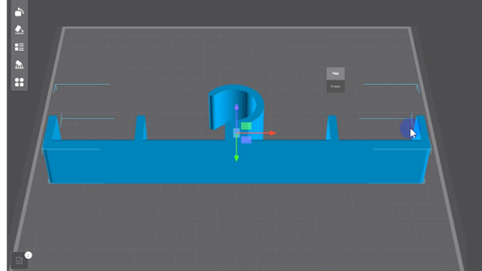
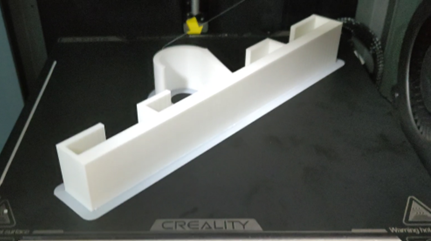
続いてはこのような大きいモデルをプリントします。ちなみにこれは植木鉢です。
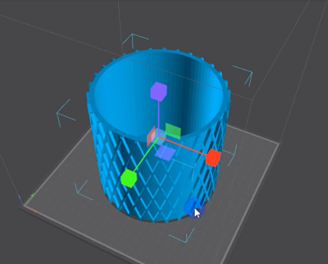
このような円形のモデルは剥がれにくいので、成功率は高めです。もう少し難しめな四角い形状が良かったのですが、ちょうど良いのがなかったのでこれを使います。
今回は一発成功をさせたかったので、さらにパラメーターを加えていきます。Initial Layer WidthやInitial Layer Flowは先ほどと同様です。
積層ピッチは0.2mmに変更します。
InfillやTravel Speedは600mmにします。
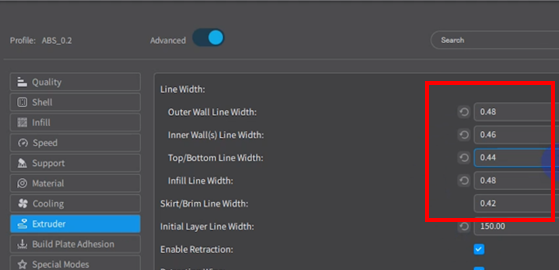
加えてラインウィズの値をそれぞれ増やしました。この値を増やすことで積層間の密着が強くなり、クラックや積層割れを防ぐことができます。
また、ノズル温度は250度、テーブル温度は90度にしました。形状やパラメーターによってこの値でも問題なさそうです。
仕上がりはこのようになりました。
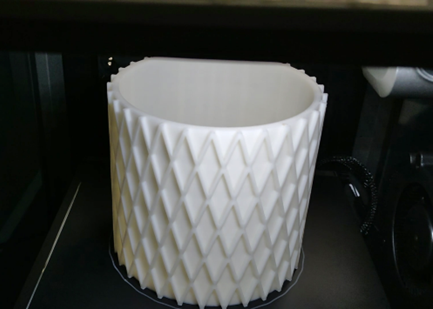
0.2mm積層ピッチですが、結構いい感じです。定着は全く剥がれがなく、くっついています。プラットフォームは湾曲するので曲げるだけで剥がすことができます。

筒の中に糸引きが残ることがあるのですが、今回のケースではほぼありませんでした。

Creality K1の糸引きについては別の記事にまとめてありますので、ご興味があればご覧ください。
ちなみにプリント時間は8時間でした。一般的な3Dプリンターでスライスしたところ15時間くらいでしたので、とても早いです。
ABSプリントで失敗する場合は、↓の動画も参考にしてください。
おすすめパラメーター
先ほど変更したパラメーターをまとめていきます。
①:Initial Layer Width:150%
②:Initial Layer Flow:115%
③:ノズル:250℃
④:テーブル90℃
⑤:Outer WallLine Width:0.48mm
⑥:Inner WallLine Width:0.46mm
⑦:Top/Buttom WallLine Width:0.44mm
⑧:Infill Line Width:0.48mm
① Initial Layer Width
イニシャルレイヤーウィズを150%に増やします。この値を増やすことでライン幅を太くすることができますが、線が目立つことにもなりますのでやりすぎは注意です。
② Initial Layer Flow
イニシャルレイヤーフローを115%に増やします。この値を増やすことで樹脂の排出量を増やすことができます。ライン幅を太くせずに排出量だけ増やしたい場合は、1の値はそのままにしてこちらの値だけ増やします。
③ ノズル温度
ノズル温度を250℃にします。240℃~260℃あたりで良いと思います。
④ テーブル温度
テーブルの温度を90度に変更します。90℃~100℃あたりで良いと思います。
⑤ Outer WallLine Width
アウターウォールラインウィズを0.48mmに変更します。いわゆる外壁の造形線を太くします。
⑥ Inner WallLine Width
インナーウォールラインウィズを0.46mmに変更します。いわゆる内壁の造形線を太くします。
⑥ Top/Buttom WallLine Width
トップ/ボトムラインを0.44mmに変更します。表面、底面のライン幅を設定します。
⑦ Infill Line Width
インフィルラインウィズを0.48mmに変更します。いわゆる外から見えない充填部の造形線を太くします。
この辺りの設定はモデルの形状やフィラメントなどによって大きく左右されてきますので、適宜微調整を行うのが良いと思います。
ABSを使う際の注意点
Creality K1では、たくさんの樹脂を扱えるのが魅力的ですが、違う樹脂をすぐに切り替えるのはあまりよくありません。
理想的なのは樹脂によってノズルを変えるということになりますが、面倒ですしお金もかかります。
一つ前に使っていた樹脂をしっかりとアンロードするなどを心がけましょう。
保守・保証サービス店について
① SK本舗
販売のみならず、サポートサービスを展開している国内販売店です。
② サンステラ
こちらも販売のみならず、サポートサービスを展開している国内販売店です。
Creality K1について
最大600mm/sでプリントすることができ、仕上がり品質も良い3Dプリンターです。
製品について詳しくは↓の記事・動画をご覧ください。
関連記事:超高速3Dプリンター Creality K1徹底レビュー!




