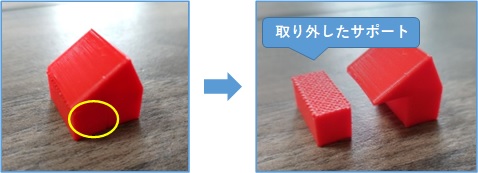
サポート材を取り除くときに、このような症状はありませんか?
・ 割れてしまう。
このような場合は、さまざまな原因が考えられるため、順番に確認する必要があります。
本記事では、私の3Dプリンターのサポート経験を活かして、対処方法をまとめておりますので参考にして下さい。
そもそもサポートってなに?という方は、下記の記事を一読ください↓
3Dプリンターのサポート材の役割とは? 今回は、3Dプリンターでは当たり前のように使用される「サポート材」についてまとめます。 サポート材とはどのような意味でしょうか? なぜサポート材は必要なので[…]
動画でも対処方法をご紹介しています↓
サポートには2つのタイプがある
① 同じ樹脂を使うタイプ
1つ目は、モデル部と「同じ樹脂」を使ってプリントするタイプです。
多くの3Dプリンターは、プリントヘッドは1つしかありません。そのため、モデル部とサポート部は「同じ樹脂」でプリントします。初心者でも使いやすく、精度が高いというメリットがありますので、ほとんどがこのタイプになります。
② 違う樹脂を使うタイプ
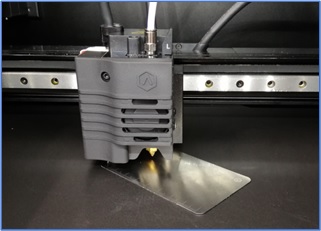
2つ目は、モデル部と「違う樹脂」を使ってプリントするタイプです。
プリントヘッドが2つある機械で使われます。水で溶けるサポート材のように、手では取り除くことのできない形状に向いていますが、難易度が高いというデメリットがあります。
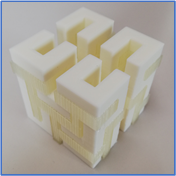
↑水溶性サポート材でプリントした例。
サポート材が剥がれにくい原因と対処
2. 調整不良によるもの
3.設定不良によるもの
4.樹脂によるもの
それぞれ順番に「原因と対処」をご説明していきます。
1.部品不良によるもの
① ノズル不良
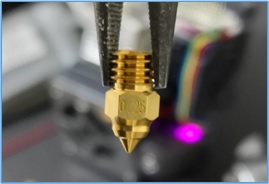
ノズルからは、一定でバラツキのない量の樹脂を出し続ける必要があります。そうしないとモデル・サポート同士が不要に接着してしまいます。
そこでパージ(試し打ち)を行い、排出量を目視で確認します。少なすぎても多すぎてもNGです。または長期間ノズルを交換していない場合も注意が必要です。
ノズル単体は、安価に購入することができますので、確認してみましょう。

② プラットフォームテーブル不良
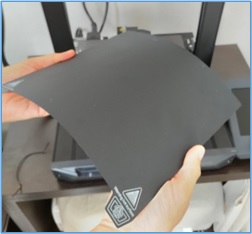
プラットフォームテーブルは「平面が保たれている」かつ「整備されている」必要があります。たとえばテーブル上に異物が残っていると、高さが不要に押し上げられてしまい、造形物は密着しやすくなります。
そのため、テーブルが「フラットになっているか?」「異物や破損はないか?」を確認し、必要に応じてシートを交換しましょう。

2.調整不良によるもの
機械をしばらく使っていると、ハードウェアとソフトウェアの間で少しずつ「誤差」が生まれます。たとえば、各部品(ベルトやモーターなど)がゆるんだり、締めが甘くなってくると補正値との間でズレが生じてしまうのです。
本来は、ベルトやモーターの交換を先に行うべきですが、まずはキャリブレーション(再調整)で復旧するかを確認します。経験上、この段階で良くなることがほとんどです。
確認すべき項目例を2点ご紹介します。
② 平面を再調整(オートレベリング)する。
この2点を解説していきます。
① ノズルとテーブルのギャップを再調整する
この調整項目は、「仕上がり具合」や「あらゆる不具合」を解消させることができます。クリアランスが出ない場合や、トラブル発生時は必ず行うようにしましょう。
また家庭向け3Dプリンターでは「普通紙」を使って調整を行うことがありますが、精度をだしたいのであれば、シックネスゲージを使うことをオススメします↓。

↓の記事では、Ender-3 S1の再調整のやり方をご紹介しているので参考にして下さい。
Ender-3のノズル交換で、こんなお悩みはないでしょうか? ・ 失敗せずに交換したい。 ・ どんな工具が必要? ・ 交換後のキャリブレーション(調整のやり方)が不安。 上記のような疑問を解消しております[…]
② 平面を再調整する
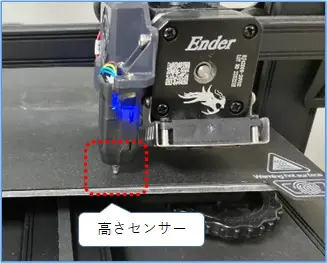
最近の3Dプリンターには、テーブルの平面を補正するためのセンサーが取り付けられています。それにより高さに影響するトラブルを解消できる可能性があります。ほとんどのケースでオートレベリング(自動調整)してくれるので、気軽に行いましょう。
3.設定不良によるもの
説明に入る前に、まずは「デフォルト(初期値)」のパラメーターでプリントしてみて下さい。それでも不具合が起きるのであれば、上記までにご紹介した内容を見直す必要があります。
それでも復旧が見込めない場合は、以下の4点の項目を確認してみて下さい。
② サポート形状は適正か?
③ サポート充填率は適正か?
④ モデルとサポートの間隔は適正か?
調整項目4点を説明していきます。
① サポートの流量は適正か?
流量とは、ノズルから排出される量のことです。それを減らすことで、樹脂同士の密着を弱めることができます。スライサーソフトによっては「フロー」などのように名称が異なる場合があります。
下記は、サポート部を剥がせた場合と、残ってしまった場合の比較写真です。

このように流量を減らすことで、剥がしやすさに違いがでます。
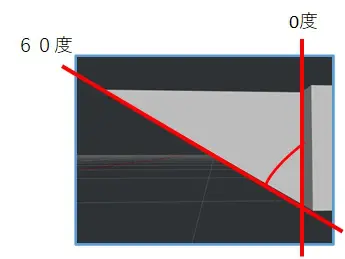
② サポート形状は適正か?
形状は、除去する上でとても大切な項目です。ポイントとなるのは「手で剥がしやすい形状はどれか?」ということになります。選択できる形状は、スライサーソフトによって異なりますが「線状」や「格子状」などを選ぶことができます。
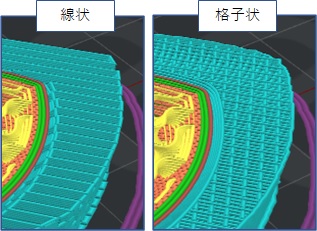
結論としては、「線状」や「一直線」を選ぶことをオススメします。逆に避けた方が良いのは「格子状」や「ジャイロイド」「ハニカム」となります。
それだと「モデルの精度が出ないじゃん」と思われる方もいますが、近年のスライサーソフトには「サポートルーフ」や「高密度サポート」などのように精度をだす機能が搭載されています。
「サポートルーフ」を詳しく知りたい方は↓の記事をご覧ください。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ サポートと接しているモデル部分が、荒れている。 ・ 1層目の仕上がりが良くない。 もしかすると「Creality Slicer[…]
③ サポート充填率は適正か?
サポートの密度が多いと「強度が高く」なるので、手で除去することが困難になります。
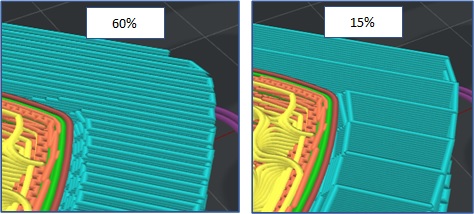
そこで密度を10%~20%にして、「サポートルーフ」や「高密度サポート」などの機能を併用することをオススメします。
④ モデル部とサポート部の間隔は適正か?
なぜサポート部が手で剥がせるのかと言うと、モデル部とサポート部の間には「空白があるから」です。この空白を調整することで、剥がしやすくすることができます。
たとえば右下の写真は、間隔が無さ過ぎてサポートが剥がれない場合の例です。
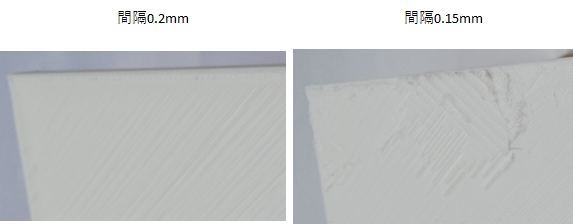
もしPLAやABSであれば、およそ0.1mm~0.2mmの空白値があると良いでしょう。ただし以下の条件でその値は変わりますので、注意してください。
・ 樹脂の種類
・ 流量
・ 3Dプリンターの調整具合
など
4.樹脂によるもの
フィラメントの樹脂の違いによって、吸着する具合に違いがあります。そのため、上記でご説明したスライサーソフトの調整値を変更する必要があります。
サポートが剥がしやすいフィラメント例としては「ABS」「PLA」「PC(ポリカーボネート)」などがあります。また反対に剥がしにくい例は「TPU(ゴム・エラストマー)」「PA(ナイロン)」「PP(ポリプロピレン)」などがあります。
まとめ
今回の対処方法を、↓にまとめます。
| 項目 | 対処方法 | |
|
|
サポートには2種類ある | ① 同じ樹脂を使う場合(本記事ではこちらを解説) ② 違う樹脂を使う場合 |
|
1 |
部品不良によるもの | ① ノズルの確認をする。 ② プラットフォームテーブルの確認をする。 |
| 2 | 調整不良によるもの | ① ノズルとテーブルのギャップ調整をする。 ② 平面(オートレベリング)調整をする。 |
| 3 | 設定不良によるもの | ① サポートの流量を確認する。 ② サポート形状を確認する。 ③ サポート充填率を確認する。 ④ モデル部とサポート部の間隔を確認する。 |
| 4 | 樹脂によるもの | 樹脂の種類によって、スライサーソフトの調整を行う。 |
サポート除去に便利な工具
そこで私の経験上、あった方が良い工具というのを↓にまとめたので参考にして下さい。
「サポート材の除去」について、こんなお困りごとはありませんか? ・ どんな工具があったらいいの? ・ 工具の選び方がわからない。 この記事では「サポートの除去に必要な工具」をご紹介しています。 &nb[…]