この記事について
3Dプリンターでの造形は、失敗が付きものです。
そこで今回は、いろいろ試した過程をまとめます。
- 造形を成功させるポイント
- 仕上がり重視で造るポイント
- 時間重視で造るポイント

造形環境
光造形機は、家庭向けの3Dプリンターを使います。

また、材料は扱いやすい「水洗いレジン」を使います。

造形するモデル
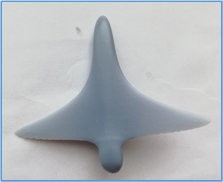
光造形機なので、下記のように滑らかなモデルを使用します。
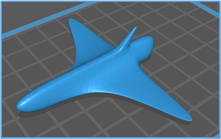
モデルは無料でダウンロード公開していますので、宜しければ造ってみて下さい。
→ダウンロードサイト
①まずは普通に造形する
まずはサポートも付けずにこのまま造形します。
ちなみに造形パラメーターは下記の通りです。
- レイヤーの高さ:0.05mm
- 露光時間:2.5s
- 初期層の露光時間:35s
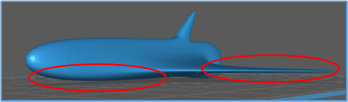
横から見ると、羽の部分や底面部が宙に浮いていることから、このままではうまく造形できないと考えます。
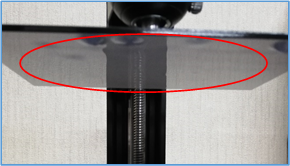
結果はこんな感じ。何もできていませんでした。
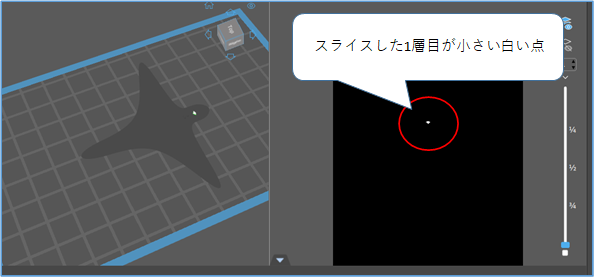
スライサーソフトで見てみると、1層目がすごい小さい点しかありません。
これでは定着してくれずに層として積み上げられないようです。
②サポートを建てて造形する
続いてサポートを建てて造形してみます。
3Dプリンターのサポート材の役割とは? 今回は、3Dプリンターでは当たり前のように使用される「サポート材」についてまとめます。 サポート材とはどのような意味でしょうか? なぜサポート材は必要なので[…]
追加したパラメーターは下記の通りです。
- サポート密度:50%
- サポートが付く角度:45度
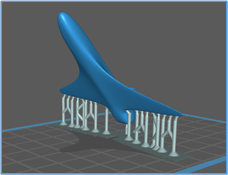
スライスするとこんな感じになります。
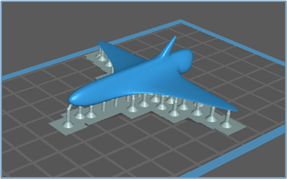
そして造形した結果は、下記の写真のように「サポート部は造形されていたが、モデルは何もできていない」でした。
基本的に、露光時間を長くすると硬化が進み、積層しやすくなるはず!
そこで、1層あたりの露光時間を「2.5秒」から「20秒」にしてみます。
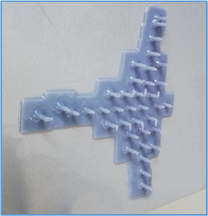
早速結果は、下記のとおり。

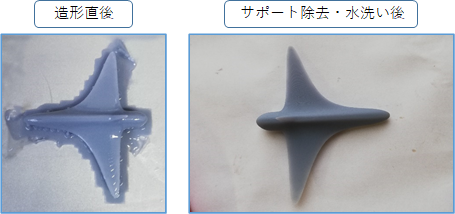
一応、造形を完了させることが出来ました。
ちなみに下記の写真はサポートを除去した面です。

ポツポツ痕がついていることが分かります。
サポートの除去は、剥がしにくかったので、ニッパーを使用しました。
- モデルを回転させない場合でも、サポートを建てた上で、露光時間を長くすることで造形が可能。
- 露光時間が長いため、サポートが剥がしにくい。
- サポート痕ができる。
次の項では、「露光時間を元に戻し、サポートの密度を増やして」試します。
③サポートの密度を増やしてみる
次に、露光時間を元に戻して、サポート密度を上げてみます。
変更した造形パラメーターは下記の通りです。
- 露光時間:20s→2.5s(元に戻した)
- サポート密度:50%→80%(増やした)
スライス後はこんな感じ。
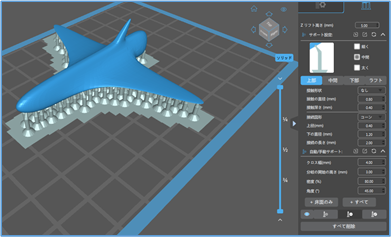
明らかにサポートの密度が多くなりましたね。
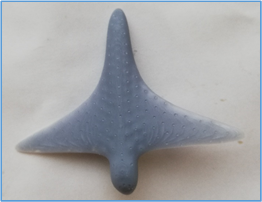
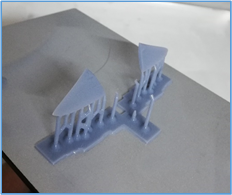
造形の結果は、きれいに造形することが出来ました。
底面部はサポートを多く建てたので、痕ができています。
- サポート密度を増やせば、露光時間は短くても造形可能。
- サポートが剥がしやすい。
- サポート痕ができる。
④モデルを回転させる
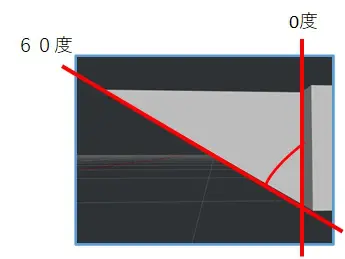
次に、サポート痕を残したくないので、モデルを回転させます。
造形パラメーターを下記のようにします。
- モデルの角度:X0度→-50度
- サポート密度:80%→50%(元に戻した)
- サポートが付く角度:0度→45度
スライスするとこんな感じになります。
そして造形し終わってみると、プラットフォームに何もできていません・・・。
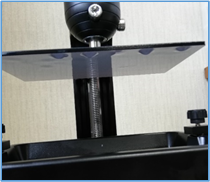
予想とは違い、1層目から何も付いていなかったので、液晶ディスプレイが故障したかと思いました。
しかし、テスト露光したところ問題はありません。

念のため、液晶部とレジンタンクの底面をアルコール清掃してリトライ。
一度、タンク内のレジンをボトルへ戻してみます。

すると、レジンタンクのフィルムのに硬化したレジンが張り付いていました。

原因は、硬化が失敗したカスが残っていたためでした。
では、気を取り直して造形します。
結果は、中途半端に羽の部分だけ造形できていました。
そこで、サポート密度を50%→60%に変更し、露光時間を2.5s→5sに変更します。
結果はうまくできました。
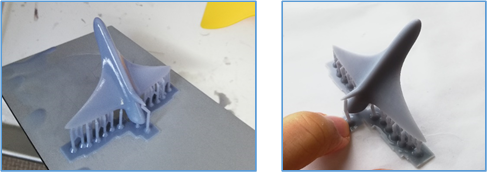
底面部もサポートが付いていないので、きれいに仕上がっています。
- サポートを減らすことで、痕が無くなりきれいに仕上がる。
- サポート密度と露光時間を微増させる。
まとめ
造形の目的によって、下記のように使い分ける必要があります。
| 項目 | 説明 | |
| ① | きれいな仕上げ重視の場合 | ・モデルを回転させ、サポートがあまりつかないようにする。 ・露光時間を微増させる。 ・サポート量を微増させる。 |
| ② | 時間重視の場合 | ・モデルを寝かせる(高くしない) ・「サポート密度を増やす」か「露光時間を増やす」 |
その他
造形が終わるたびに、「レジンタンク」内を清掃する。
おすすめ記事
ELEGOOのSaturn 8Kという8Kに対応した3Dプリンターをレビューしましたので、参考にして下さい。




