ポリサポート(Polysupport)で造形!
今回は、FDM方式の3Dプリンターで使用可能なPolymaker製のポリサポート(Polysupport)で実際に造形しました。造形体験記になりますので、過程も記載しています。結果だけ知りたい場合は、最下層のまとめをご覧ください。
この記事で得られること
実際に造形してみたところ、非常に有用な素材だと感じることが出来ました。ところが、注意点などがいくつかありましたので、この記事でご確認頂けると幸いです。
今回使用するフィラメント
今回は下記のフィラメントを使用して造形を行います。

ポリサポート(Polysupport)について
特徴
ポリサポートとは手で簡単に剥がすことのできるサポート材で、PLAのサポート材を手で剥がした場合と比較しても、それ以上に容易に剥がせる感覚です。
PLAなどの硬い素材を手で除去した場合は、バリが残ってしまうこともありますが、ポリサポートを手で剥がした際は、まとまって剥がれてくれる為、細かいサポート材のカスが残りにくくなっています。また、テーブルへの定着性も非常に良く、失敗しにくい素材です。
メリット

ポリサポートのメリットは、主に下記の通りです。
<メリット>
- サポート材の除去が容易
- 水溶性サポート材よりもコストパフォーマンスが良い
- テーブルの定着性が良い
デメリット
ポリサポートのデメリットは、主に下記の通りです。
<デメリット>
- モデル材とサポート材を準備する必要があるので、準備に手間がかかる
- 手やピンセット等で除去できない形状の場合には向かない
- 湿気には比較的強いが、除湿を気にする必要がある
- モデル材の樹脂が限定される
使いどころ
サポートを建てるにはいくつかの種類があります。例えばモデル材と同じ樹脂を使用したり、水溶性サポート材(PVA)を使用したりします。
主に下記のような場面となります。
1. 高精度な造形を仕上げたい場合
2. サポート除去を楽にしたい場合
3. 細かい形状の場合
実際に造形!
造形時の条件について
では実際に造形するにあたって、環境や初期パラメーターを記載します。
<使用機種>
Raise3D E2
<フィラメント>
(左)プレミアムPLA、(右)PolyMaker ポリサポート
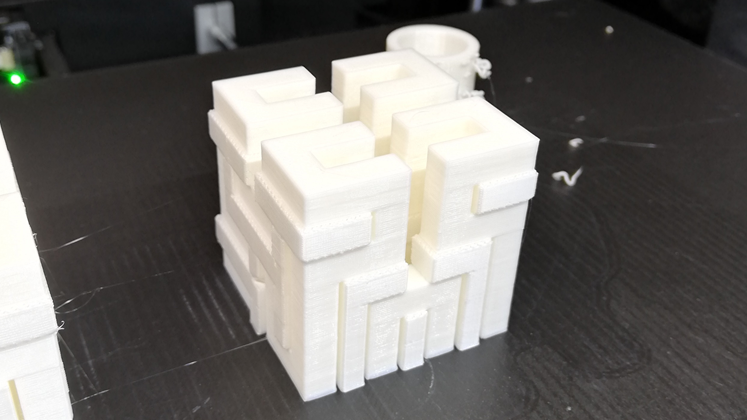
<造形物>
Hilbert(ヒルベルト)
<開始時パラメーター>
ノズル : 0.4mm
積層ピッチ : 0.2mm
左ノズル(PLA)温度 : 205度
右ノズル温度 : 230度
テーブル温度 : 55度
両ノズル流量 : 96%
1層目高さ : 0.3mm
1層目速度 : 15mm/s
造形速度 : 40mm/s
ワイプタワー : 有り
ラフト : 無し
糊(のり) : 無し
スカート : 有り
その他 : 造形前にキャリブレーション実施
造形 その1(ポリサポートの上のPLAが浮いてしまう)
造形を開始します。
そして一旦造形が完了し、造形物を確認したところ、下記の写真のようにPLAの造形が浮いてしまいました。
(※ PVAの時の画像です。取り忘れました^^;)
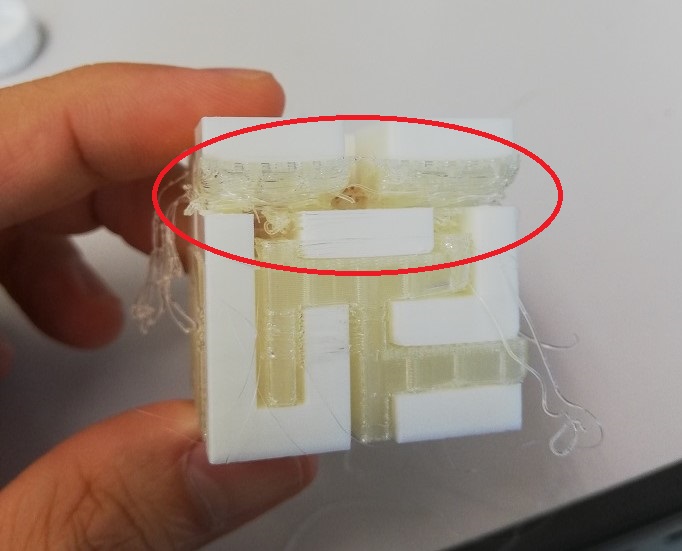
この症状は、水溶性サポート材(PVA)の時と同様の症状です。
<対処方法①>
対策としては、下記の記事を参照して下さい。水溶性サポート材(PVA)でも同様の症状が発生しやすいです。
<対処方法②>
上記の対処方法でもおよそは問題ないのですが、それでも少し浮いてしまう場合があります。
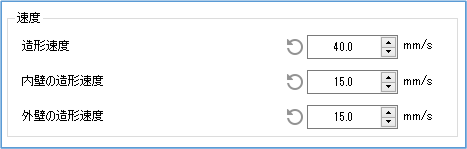
その場合は、PLAを定着させるために、造形速度を落とします。
1.内壁の造形速度 : 15mm/s
2.外壁の造形速度 : 15mm/s
<対処方法③>
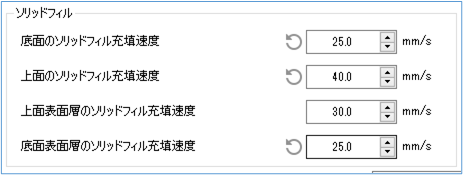
ソリッドフィル部の速度を落としてみるのも手です。
1. 底面ソリッドフィル充填速度 : 25mm/s
2. 底面表面層のソリッドフィル充填速度 : 25mm/s
<対処方法④>
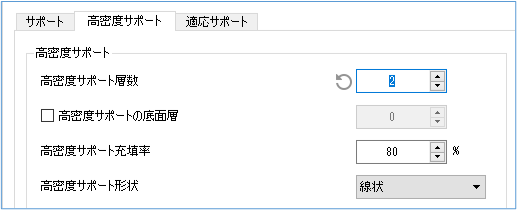
高密度サポート機能を使用する方法も非常に有効です。
これは、モデル材のすぐ下のサポート部を高密度にする機能です。。
高密度にする層を何層にするかは任意に設定できます。
この設定を行うことにより、モデル部の精度が上がるということになります。
しかしその反面、モデル材とサポート材の接着性が強い樹脂の場合は、サポート材が剥がしにくくなる場合がありますので、ご注意ください。ポリサポートの場合は、容易に剥がすことができるので、是非設定したい機能です。
今回は高密度サポートの密度を80%に設定し、2層としました。
<対処方法⑤>
ソリッドフィル部の流量を増やしてみましょう。
PLAをポリサポート上にしっかり定着させるには、ソリッドフィル部の流量を増やすことでPLAの定着性が向上しますので、剥がれ・浮きの対策になります。
1. 底面表面層のソリッドフィル総数 : 2層
2. 底面表面層のソリッドフィル流量 : 120%

上記の設定をすべて合わせる必要はありません。
造形の仕上がり具合を見ながら、適宜調整してみてください。
造形 その2(造形物にヒゲがつく)
下図のように、ヒゲがついてしまいます。
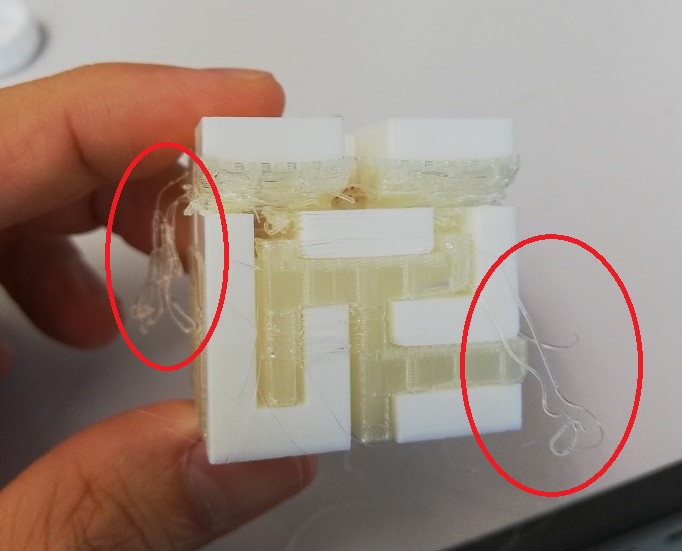
これも水溶性サポート材(PVA)と同様の症状です。対策としては、下記をご確認下さい。
造形 その3(糸引き)
ある造形後に、糸引きが発生してしまうことがありました。
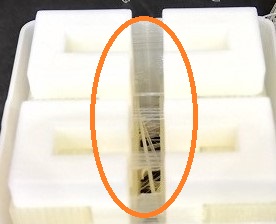
造形途中を確認すると、トラベル時(ノズル移動時)の際に発生しているようです。
これには心当たりがあり、フィラメントをそのまま放置したため、フィラメントが湿気てしまった可能性があります。
Polyboxがあったにも関わらず、全く使用していませんでした^^;
今回は、新品のPolysupportを開封しなおしました;
造形 その4(所々、穴が発生、パチパチ音がする)
違うモデル造形時のお話ですが、造形時に「パチパチ・・パチッ」という音が発生しました。
この音が発生すると、ほんの一瞬ですが、ノズルからフィラメントが排出されなくなります。
それが、小さい穴となってしまいました。
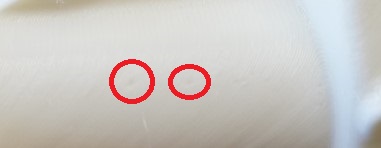
原因としては、湿気によるものでした。
湿気を帯びてしまったまま造形を行うと、ノズルの高温により水分が蒸発します。
それにより、一瞬ノズルからフィラメントが排出されなくなり、穴となってしまいます。
これは、ほかのフィラメントでも同様に発生します。対策としては、湿気を除去するしかなさそうです。
フィラメントの保管方法には注意しましょう( ;∀;)
最終パラメーター
<最終パラメーター>
ノズル : 0.4mm
積層ピッチ : 0.2mm
左ノズル温度 : 205度
右ノズル温度 : 230度
テーブル温度 : 55度
両ノズル流量 : 96%
1層目高さ : 0.3mm
1層目速度 : 15mm/s
内壁・外壁速度 : 15mm/s
ソリッドフィル速度 : 25mm/s
ソリッドフィル流量 : 120%
造形速度 : 40mm/s
ワイプタワー : 有り位置を右奥に変更
ラフト : 無し
高密度サポート : あり、80%
糊(のり) : 無し
スカート : 有り
その他 : 「サポートとモデルの空洞層数」を0に変更
その他 : 造形前にキャリブレーション実施
まとめ
1. 造形前のキャリブレーションの実施(必須)
2. 上面と底面の「サポートとモデルの空洞層数」を0に変更(必須)
3. 内壁、外壁、ソリッドフィルの速度を落とす(任意)
4. ソリッドフィルの流量を増やす(任意)
5. 高密度サポートを使用する(任意)
6. ワイプタワーの位置を変更する(必須)
7. ポリサポートの除湿を行う(必須)
水溶性サポート材(PVA)と同様で、気にする箇所はいくつかあります。しかしコツをつかんでしまえば、非常に精度の高い造形物が出来上がります。
ご紹介したフィラメントについて
今回使用したフィラメントは下記の商品です。




