3Dプリンターのリトラクトとは?
FDM方式では欠かせないリトラクトについて解説します。リトラクトとはどういう機能でしょうか? 特徴など参考にして頂き、造形成功の手助けになれば幸いです。
リトラクトとは?
3Dプリンターのリトラクトとは、ノズルからフィラメントを引き戻す機能のことです。ほとんどのスライサーソフトに搭載されており必須機能に近いです。ソフトによってはリトラクトをON/OFFする事が可能です。
リトラクトの役割
何故このような機能が必要かというと、ノズルからフィラメントが垂れるのを防止する為です。垂れたまま造形を進めると、「糸引き」状態になってしまいます。
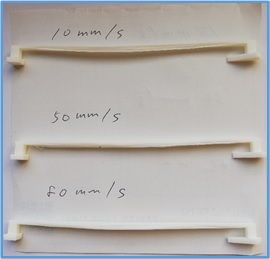
下図は「糸引き」状態

糸引きが発生する仕組み
フィラメントは高温ノズルにより熱せられた後、軟化されてノズルから排出されます。そして外気に触れれば一気に固まり、造形が進んで行きます。(熱可塑性樹脂)
ですが、常にノズルからフィラメントを出し続けている訳ではありません。ノズルを移動させる時はフィラメントの排出を一時的に止めます。ところが排出を止めている最中でもノズルは高温のままです。そうするとノズル内のフィラメントが自重によって垂れ落ちてしまいます。
そしてそのままノズルが移動することで、「糸引き」が発生してしまうのです。
リトラクトの仕組み
上記の通り、糸引きが発生する仕組みはお分かりになりましたでしょうか? つまり糸引きを「リトラクト」の機能を使って防止するわけです。
リトラクトの動作は、挿入されているフィラメントを「逆回転」させ、数ミリ~数十ミリ程、上に引き上げます。引き上げた後にトラベル(ノズルの移動)を行います。こうすることで、ノズルから垂れにくくします。そしてトラベル後に、今度は「順回転」させ、ノズルからフィラメントを排出させます。
また、スライサーソフトによっては、逆回転させる「速度」「戻す量」などを細かく調整できるものもあります。
リトラクトのメリット・デメリット

・ 糸引きを防止できる
・ 垂れ落ちた分のカラ打ちを防げる
リトラクトをうまく活用するコツ
ではリトラクトを使用していれば糸引きは発生しないの?と思うかもしれませんが、そうではありません。
機能をうまく活かす為には、条件を守る必要があります。
<ノズル温度を適正にする>
フィラメントの樹脂ごとに温度が定められています。温度が高すぎると垂れやすくなってしまいます。適正温度よりも10℃ほど低くしてみましょう。
<樹脂を理解する>
糸引きはすべての樹脂で発生するわけではありません。起きやすい樹脂は「PC(ポリカーボネート)」「ABS」「TPU(ゴム系樹脂)」などです。樹脂の特性を理解しましょう。
<保管環境について>
フィラメントが湿気ていたり長時間の太陽光にさらされていると状態が変化します。それにより、リトラクト時にノズル詰まりが発生してしまう場合があります。フィラメントの保管に気を付けましょう。
フィラメントが吸湿しないように、PolyBoxや乾燥剤が入った保管箱で防湿を徹底しましょう。
それでも糸引きが発生する場合
リトラクトを使用しても、糸引きが発生する場合があります。
その際は、下記のような造形方法も試してみて下さい。
- 複数ではなく1つずつ造形する
- 造形の書き順を変える
- デュアルノズル(2つのノズルを使用)の場合は、タワーを設定する
- デュアルノズル(2つのノズルを使用)の場合は、ワイプウォール(壁)を設定する
- フィラメントを変える
樹脂によっては、何をしても糸引きが発生することがあります。最終的にはフィラメントの種類を変える必要性も検討してください。
まとめ
いかがでしたでしょうか? リトラクトは、どの3Dプリンターでも使用する重要な機能です。スライサーソフトの機能や樹脂の特性などを理解しながらうまく活用しましょう。
3Dプリンターのいろいろな症状をまとめていますので、下記の記事を参考にして下さい。
本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]