
この記事について
【HPフィラメント(すごい柔らかいゴム)を試した】
今回は、ホッティポリマーさんのHPフィラメント(またの名をスーパーフレキシブルタイプ)を試しました。
購入前などの参考になれば幸いです。
- どんな商品?
- 実際に造形した内容
- 造形をしてみてわかったこと

今回の製品について
改めて、今回テストしたのはホッティポリマーさんが生産しているエラストマーフィラメントです。
HPフィラメント(スーパーフレキシブルタイプ)という商品で、硬度が60度の超軟質エラストマーです。
メイドインジャパンというのがいいですね。

硬度について
今回のHPフィラメントは、簡単に言うと「すごい柔らかいゴムフィラメント」のことです。
一方、今回試したHPフィラメントは「60°」の硬度ですので、非常に柔らかいゴムということになります。
というのもフィラメントは、ある程度の「コシ」がないと詰まりが起きやすくなります。
そのため、60°のフィラメントが使えることはすごいことなのです。
まずは使用条件を確認していきたいと思います。
使用条件
すごく柔らかいゴム系フィラメントのため、使用時の制約はいろいろあるようです。
- 速度20mm/s以下、場合によっては10mm/sにする
- 速度変更できるスライサーソフトを使用する。
- 送りギアとヒーターが離れすぎていない機械を使用する。
- ノズルは他の樹脂が残っていない状態にしてから使用する。
また、動作確認が取れている機械を推奨されています。
- MakerBot社:Replicator2
- FLASHFORGE社:Creator Pro、Finder
- Raise社:Raise3D
ゴムフィラメント選び方は↓の動画も参考にして下さい。
実際に造形
今回は、推奨されている機械の一つである「Raise3D E2」で造形しました。
この機械では、0.4mmノズルでも今回のフィラメントが使えるようです。
使用するパラメーター
念のため、パラメーター条件を記載します。
| ノズル径 | 0.4mm |
| 積層ピッチ(レイヤーの高さ) | 0.2mm |
| 速度 | 20mm/s |
| ラフト | 無し |
| スカート | 有り(1周) |
| ベッド温度 | 40℃ |
| ノズル温度 | 235℃ |
造形①
まずは、下記のような簡易的な形状を造形してみました。

そこでいろいろと情報を探していると、「養生テープ」をプラットフォームに貼って造形すると良いようです。
養生テープとは、引っ越し等で使うテープです。

実際試してみたところ、問題なく定着してくれました。

また造形後は、定着していた場所が少し浮くことがあるので、毎回交換したほうが良さそうです。
養生テープはコスパが良いので助かります。
造形②
次にタイミングベルトを造形したところ、綺麗にできました。
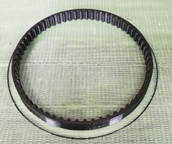
この形状は、サポート材やオーバーハング部もないため、特に問題なく造形できました。
かなり柔らかい上、強度も高かったので普通に使えそうです。

ですがこの後、強く引いたら切れました。
※固定にすると各層での開始地点が一緒の場所になるので、その部分が弱くなります。
造形③
下記のような部品とのクッション部材(緩衝部材)を造形しました。
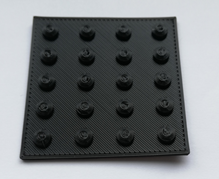
硬度が柔らかいため、部品との間に使用すると非常に効果的だと思います。
造形④ ※難易度高め
これだけ柔らかいフィラメントを0.4mmノズルでも問題なく出力できることに驚きましたが、今回はあえて難しい造形にチャレンジしてみます。
どこまでやれるのかを興味本位でやっています^^
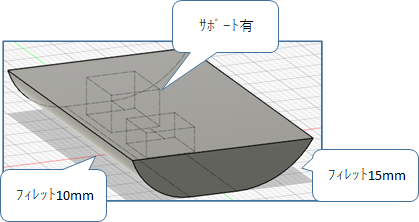
モデルは下記のようにオーバーハング部とサポートが存在するものを作成しましたので、造形していきます。
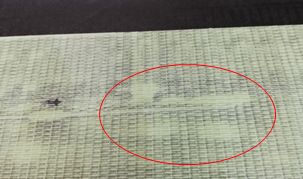
まずは、上から見た写真です。
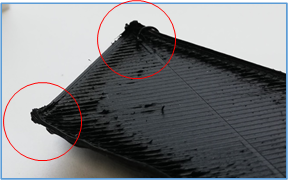
角の部分がとくに「反り」が見られました。
非常に柔らかいので、オーバーハング部は反る特徴がありました。
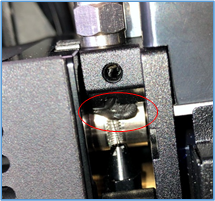
下記は横から見たところです。

また、反った部分にノズルが過剰接触し、ジャミングの症状も見られました。
ちなみにジャミングが発生すると、エクストルーダーの中でフィラメントが「ぐにゃっ」っとした感じになります。
この場合は、ギアの圧着をゆるめて、フィラメントをちぎらない様に抜き取ります。
次に横から見たところです。
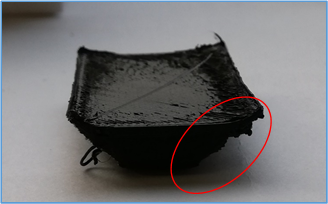
オーバーハング部の層の積み重ねが荒くなっています。
最後に下から見た写真です。

サポート部をピンセットで取ってみたところ、簡単に除去することが出来ました。
造形してみて分かったこと
実際に造形してみて、感じたことをまとめます。
<使い道が広がる>
ここまで柔らかいフィラメントは今のところないので、簡単に3D化できるのはかなり魅力的だと感じます。
<プラットフォームの定着に注意する>
養生テープを使用することで定着は良くなりますが、大きい造形物の場合は剥がれることがありました。
<形状に左右される>
単純形状であれば問題ありませんが、複雑な形状は仕上がりが良くない場合があります。
形状をよく観察してから使用することが非常に重要となります。
まとめ
| 項目 | 説明 | |
| ① | HPフィラメントとは? | エラストマーの中でも60°の柔らかいフィラメント |
| ② | 使用条件 | ・速度を遅くする(10mm/s) ・推奨機械を使用する ・ノズル内をきれいにしてから使用する など |
| ③ | 感じたこと | ・使い道が広がる ・プラットフォームに養生テープを使用すると良い。 ・複雑形状には向かない ・サポートは極力つけない(置き向きを考える) |
今回試した商品について
おすすめ記事
今回は、スーパーフレキシブルフィラメントをご紹介しましたが、そもそもエラストマー樹脂とはどのようなものでしょうか?
この記事について 【TPEフィラメントの特徴】 近年では、FDM方式の3Dプリンターでもエラストマー(ゴム系)フィラメントを使用した造形が可能となっています。 パッキンやスマホカバー等で幅広く[…]




