とにかく短時間で造形する5つのコツ
今回は、5点に絞ってポイントをまとめます。
では早速、順番にご説明していきます。
①充填率を下げる
充填率とは「外からは見えない中身の密度」のことです。
また充填率については、下記の記事でくわしく説明していますので参考にして下さい。
3DプリンターのFDM(熱溶解積層)方式では、よく使用するワードとして、流量や充填率があります。それらの設定を調整することで、様々な種類の造形が可能になります。用語の意味や特徴などを、実体験の情報を元に解説したいと思います。 &nbs[…]
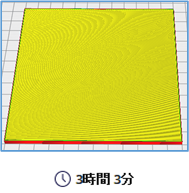
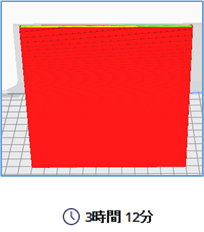
そして充填率が違うと、↓のように「造形時間」が異なります。
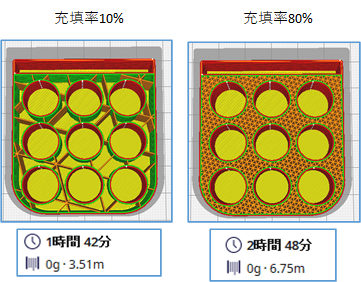
↑上記の例だと、1時間ちかくの差が発生していますね。
また、下記のデメリットもありますので、認識しておきましょう。
- 強度が弱くなる
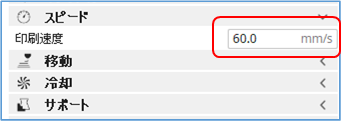
②造形スピードを上げる
↓スピードを上げるには、スライサーソフト上の「印刷速度」等の値を変更します。
ためしに下記のモデルを異なる速度でスライスした場合・・・
下記のように大きく時間が変わりました。

今回は全ての造形エリアを一括で変更しましたが、スライサーソフトによっては、造形エリアによって細かく速度を変えることができます。
例えば、目にふれやすい「表面部や外壁部」だけを遅くすることもできますので、詳しくは↓の記事を参考にして下さい。
3Dプリントについて、こんな疑問はないでしょうか? ・ プリント速度は、仕上がりに影響するの? ・ 速い方がいいの?遅い方がいいの? 本記事では、実際に検証しましたので、疑問解消のお手伝いができると思います[…]
また以下のようなデメリットもありますので、認識しておきましょう。
- 表面が荒くなりやすい
- 定着が甘くなりやすい
- 機器への負担がかかりやすい
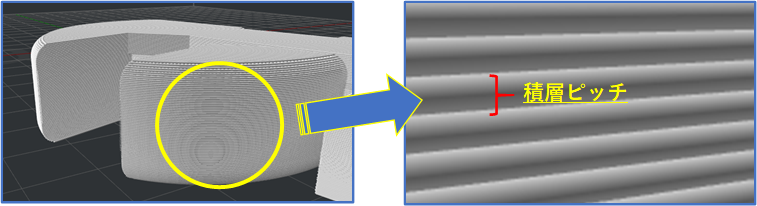
③積層ピッチを厚くする
積層ピッチ(レイヤーの高さ)を厚くすることで、造形時間を短くすることができます。
ためしに下記のモデルをスライスして試してみます。
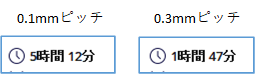
↑結果は、0.1mmピッチよりも0.3mmピッチの方が短時間で造形を行うことができます。
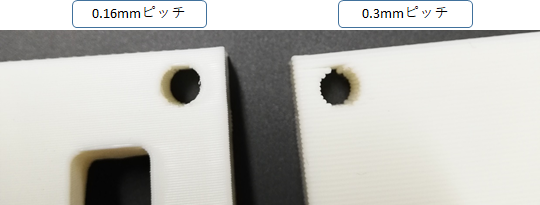
積層ピッチを厚くした際は、以下のようなデメリットもありますので、認識しておきましょう。
- 積層痕がめだつようになる。
下記に積層痕の見え方の比較画像を載せておきます。
④モデルの置き方を変える
ためしに厚さ2mm程度の板を「寝かせて」スライスします。
次にモデルを「立てて」スライスします。
↑寝かせて造形する方が早くなりました。
よってモデルを低く置いたほうが早い。ということになりますが、2点ほど注意点があります。
1.立てた方が早い場合がある
基本的にはモデルが低くなるような置き方で問題はありませんが、、積層ピッチを厚くした場合は、立てた方が早く造形できることがあります。
とにかく速さを求める場合は、あえて高くなる置き方をして、積層ピッチを厚くするというのも1つの手段です。
2.ラフトを有効にして寝かせると遅くなる
ラフトとは、「仮のテーブル」のことです。
ラフトの意味や役割については、下記の記事をごらんください。
FDM(熱溶解積層)の3Dプリンターでよく使用されるラフトやスカートという機能はご存じでしょうか? 今回は、それぞれの「役割」や「使いどころ」なんかを詳しく解説したいと思います。 ラフトと[…]
モデルを寝かせると面積が広くなるので、多くのラフトが必要になります。その結果、プリントに時間がかかってしまうのです。
とは言え、縦置きした際は、強度が低くなりやすい(積層割れのリスク)が増えますので、このあたりも予め認識しておきましょう。
⑤ノズル径を大きくする
溶かされた樹脂はノズルから排出されますが、排出口にはサイズに違いがあります。
たとえば、0.2mm経口、0.4mm経口、1mm経口など、サイズは様々です。
近年では、色々なサイズのノズルを安価に購入することもできます。

このサイズのことを「ノズル径」と言います。
このノズル径によって、「1本1本の線の太さ」が変わります。
その結果、ノズル径を大きくすれば早くプリントが完了します。
試しに下記のモデルをスライスしてみます。
結果は下記のようになりました。
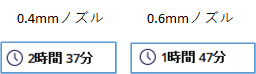
↑1時間近くかわりましたね。
また、ノズル径を大きくした際のデメリットもありますので、認識しておきましょう。
- 表面と底面の見栄えが変わる
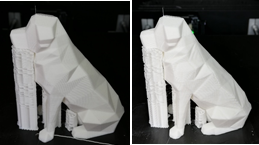
下記は、ノズル径が違う場合の比較写真です。

↑0.6mmノズルの方が、造形線が目立っていることが分かります。
0.8mmノズルの動画を見る
Creality K1という超高速プリンターで0.8mmノズルを使うと、さらにプリント時間の短縮ができます。
まとめ
とにかく早く造形したい場合は、下記の点を注意してみてください。
| 項目 | デメリット | |
| ① | 充填率を下げる | 強度が落ちる |
| ② | 造形スピードを上げる | 表面が荒くなりやすい 定着が甘くなりやすい 機器への負担がかかりやすい |
| ③ | 積層ピッチを厚くする | 積層痕がめだつようになる。 |
| ④ | モデルの置き方を変える | 高さのある置き方は、強度が低くなりやすい (積層割れのリスク) |
| ⑤ | ノズル径を大きくする | 表面と底面の見栄えが変わる |
おすすめ記事
今回は、造形速度にスポットをあててみましたが、「とにかく頑丈なものを造形するコツ」という内容もまとめましたので、ご覧ください。
今回はFDM方式の3Dプリンターで「とにかく頑丈なものを造形するコツ」をまとめます。 もっと強度がほしい場合などに参考になれば幸いです。 (adsbygoogle = windo[…]