積層痕について、このような疑問はないでしょうか?
・ 積層痕は、なぜできてしまうの?
・ 積層痕を、キレイに見せるコツ
本記事では、上記のような疑問にお答えしています。
私自身、3Dプリンターの保守やサポートのお仕事をしておりますので、その経験が参考になれば幸いです。
動画で見る
本記事の内容は、動画でもご覧になることができます↓
積層痕とは?
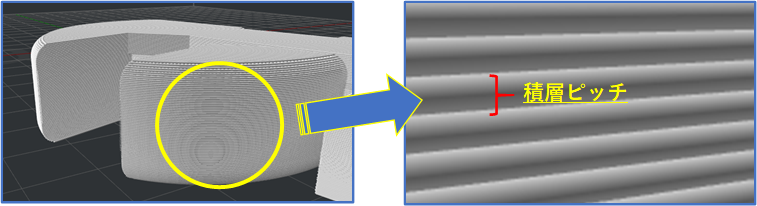
造形物を横から見ると、地層のように積みあがっている様子がうかがえます。この層を「積層痕」と呼びます
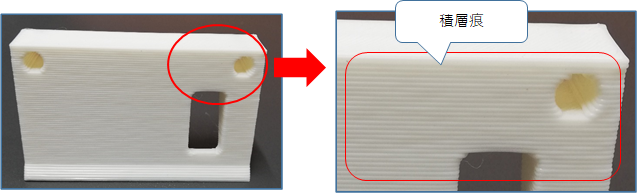
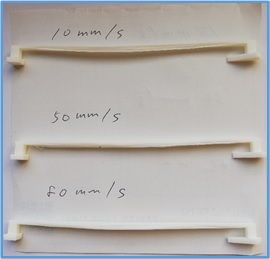
特にFDMと呼ばれるプリント方式は、積層痕が目立ちやすいです。たとえば下の写真は、異なる方式でプリントしたものですが、滑らかさに違いがあることが分かります。

ちなみに光造形は、光にあてることで硬化する「液体」を使いますので、層が滑らかになります。また粉末積層と呼ばれる方式は「粉」を焼結してプリントしますので、見え方がまた異なります。
| 3Dプリンター方式 | 積層痕の仕上がり | |
| ① | FDM方式 | 荒い |
| ② | 光造形方式 | 滑らか |
| ③ | 粉末積層方式 | 比較的滑らか |
3Dプリンターに精通している方であれば、作品を見るだけで「どの方式で作ったか」や「どの置き向きで作ったか」「どれくらいの調整値で作ったか」などが分かるようになってきます。

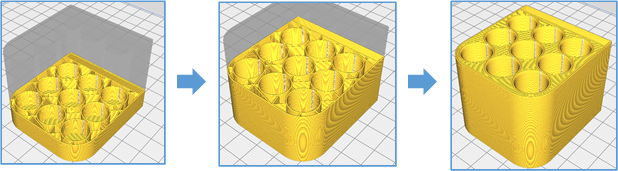
積層痕が生まれる仕組み
まさに地層のように、地面から順番に線を積み上げていきますので「層のつぎ目」が際立ちます。
プリンターによって違う!積層の細かさについて
3Dプリンターは、どの方式でも必ず積層痕が存在しますが、その中でも積層痕が目立たない方式の3Dプリンターもあります。
例えば光造形機は、「目立ちにくい方式の3Dプリンター」です。材料はレジンという光で固まる液体を使います。液体ということもあり、一層あたりの厚みを薄くすることができます。

それにより、層があることを感じさせないくらい滑らかな積層になります。細かいディテールを表現したい場合は光造形機がおすすめとなります。

また、粉末造形液の場合、粉末の樹脂にレーザーを照射することで固めていきます。光造形機よりも層は目立つもののある程度滑らかな層となります。粉末造形機は価格帯が高く現在は業務向けのみで販売されています。

そして、熱溶解積層(FDM)方式は積層痕が目立ちやすい方式です。低価格のものもあり家庭向け・業務向けがあります。引き続きFDM方式の積層高を目指せないコツや方法をご紹介いたします。
積層痕を滑らかに見せる7つのコツ
① 積層ピッチ(レイヤーの高さ)の値を下げる
3Dプリントをする際は、必ずスライサーソフトを使いますが、その中で積層ピッチの値を下げると効果的です。そうすると「1層あたりの厚みを薄くする」ということができ、つまりは滑らかな積層ができあがるというわけです。
たとえば下の写真は、0.1mm~0.4mmの積層ピッチでプリントしたものです。比較をするとよく分かりますが、0.1mmは積層痕があまり目立たないことが分かります。
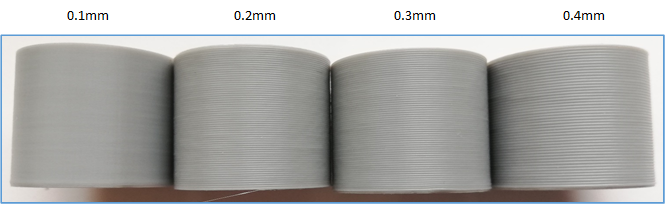
上記のようにピッチを下げると、とても効果的ですが、その分「積層数」が増えることになります。プリント時間が増えてしまいますので、バランスを考えることが大切です。
私の経験では、0.2mmピッチで設定するユーザーさんが圧倒的に多いですね。デフォルトの値ということもありますが、仕上がりと時間のバランスがとても良いのだと感じます。
② 目立たない色を使う
今までたくさんの作品を見てきましたが、使うフィラメントの色によって、見え方はかなり違います。以下の写真は、すべて0.4mmの積層ピッチでプリントしたものです。みなさんはどの色が一番キレイに見えますか?

多くの方は、「グレー」や「青」の積層痕が目立ち、「白」や「黄」はあまり目立たないように見えるのではないかと思います。もし、お客さんに作品を見せる時などは、こちらから色を提案して作ると、評価が良くなるかもしれませんね。
近年では、あらゆるカラーフィラメントが安価に販売されていますので、色で樹脂を選ぶのも有りだと思います。

↓のフィラメントは、一風変わった「パステルカラー色」です。

③ 目立たない樹脂を使う
近年の3Dプリンターは、さまざまな樹脂を使えるようになってきました。違う樹脂でプリントすると、見え方が全く異なります。たとえば以下の写真は、異なる樹脂で造形したものですが、カーボンの方は積層痕がぼやけていることが分かります。

ちなみにカーボンフィラメントは、軽量なわりに強度が高いという特徴があります。そのためラケットやゴルフクラブなどのスポーツ用品に多く使われていますね。

また下の写真は、木質のフィラメントを使ってプリントしたものです。PLAやABSのようなプラスチック感は全くなくなりますので、子供用のおもちゃなんかには良さそうですね。
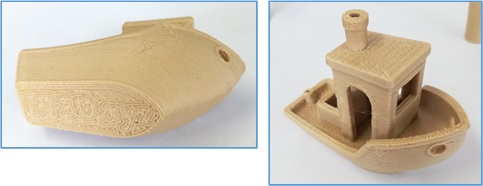
木質フィラメントにも色の種類があり、どれがシックリくるのか迷うところです。私は4色が少量ずつセットになった商品を購入して、仕上がりの違いを比較していました。

④ 自動キャリブレーション・自動レベリング機能を使う
機械によっては、シックネスゲージや紙を使って「手動で調整するプリンター」があります。手動だと手間がかかるだけでなく、精度にばらつきが起きやすいというデメリットがあります。
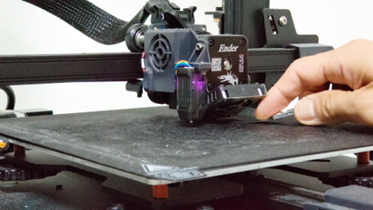
また、テーブルを平面にする作業も、同様に人の感覚で調整していきますので、どうしても誤差が起きやすくなります。するとプリントの精度が落ち、積層痕が目立ちやすくなる場合もあります。
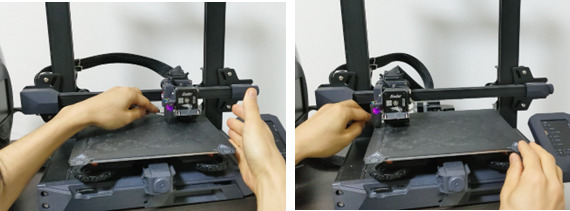
自動で調整できるプリンターだと、ある程度安定したプリントをすることができます。私の実感としても仕上がりが良くなったと感じました。
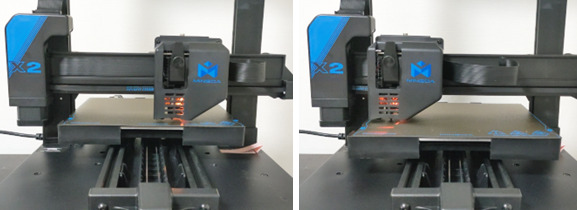
このベンチマーク↓は、「自動キャリブレーション」と「手動キャリブレーション」それぞれでプリントした造形物です。当然、他の要素も絡みますので一口に比較にはなりませんが、違いはあるかなと感じます。

ちなみに自動キャリブレーションを搭載している3Dプリンターには、「Magician X2」や「Creality K1」などがあります。


⑤ ヤスリを使う
プラスチックは、表面を研磨することができます。たとえば以下の写真は、ABSの作品にヤスリをかけたものですが、積層痕が消えており、とても滑らかになっています。
やすりには、空研ぎペーパーか耐水ペーパーのどちらかを使う方法がありますが、耐水ペーパーの方が研磨しやすいです。やすりについて試した記事がありますので、↓を参考にして下さい。
3Dプリントしたあとの仕上げ作業で、このような疑問をもったことはないでしょうか? ・ ヤスリがけ(研磨)は、どの樹脂にも有効なの?・ どれくらいの仕上がりになるの?・ 手ごたえはどんな感じ? ABSを含め[…]
色々なフィラメントを使って、やすりがけを試したみました↓
⑥ リューター(ルーター)を使う
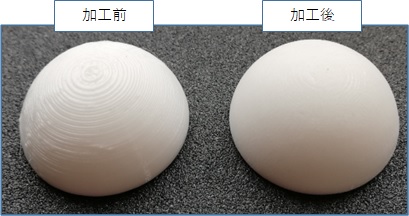
リューターとは、モーターの自動回転を利用して研磨するツールのことです。手で研磨するのは、とても大変なのでこのようなものを使うと便利です。
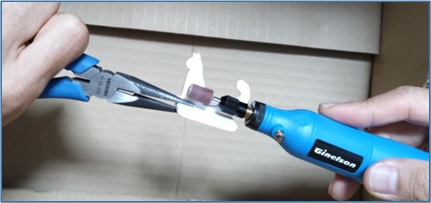
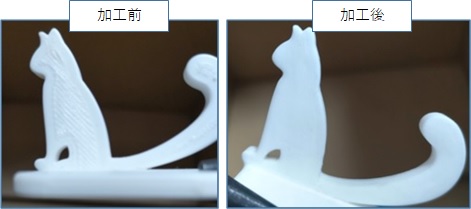
以下の写真は、加工前と後の違いです。
USBで充電するタイプのミニルーターは、格安で購入することができるのでおすすめです。

実際のミニルーターをレビューしてみましたので、参考にして下さい↓
3Dプリントの仕上げで、こんなお悩みはありませんか? ・ もっとラクに研磨や加工をしたい。 ・ 格安リューターって本当に使えるの? このような疑問を解消すべく、リューターを試しましたので参考にしてみて下さい[…]
⑦ 表面仕上げ加工機を使う
Polysherという加工機を使うと、表面をツヤツヤに仕上げることができます。仕組みは、BOXの中に造形品を置き、イソプロピルアルコール噴霧させることで表面を仕上げていきます。

また、PolySmoothという専用のフィラメントを使う必要があります。

まとめ
| 項目 | 説明 | |
| ① | 積層痕とは? | 造形を行うプロセスで発生する層の痕跡(こんせき) |
| ② | 積層痕が生まれる仕組み | 線を積み上げているので、層間に痕が発生する |
| ③ | 積層痕を滑らかに見せるコツ | ①積層ピッチを薄くする ②目立たない「色」を使う ③目立たない「樹脂」を使う ④ヤスリをかける ⑤リューターを使う ⑥PolySmoothを使う |
おすすめ記事
3Dプリントしたあとの仕上げについて、こんなお悩みはないでしょうか?
・ 滑らかに仕上げる方法を知りたい。
やすりやコンパウンドを使って、ピカピカに仕上げてみましたので↓を参考にしてください。
造形品の仕上げ作業で、このようなお悩みはないでしょうか? ・ どうやって仕上げをすれば良いかわからない。 ・ キレイに仕上げる方法を知りたい。 今回は、キレイに仕上げる方法を試してみましたので、ご紹介します[…]