そこで今回は、色々な形状を作ってみましたので、少しでも参考になればと思います。

ABSフィラメントの特徴
PLAが「作りやすさ重視」に対して、ABSは「強度・耐熱重視」という特徴があります。
そのため「造形しにくく、失敗が起きやすい」樹脂とも言えます。
1.強度が高く、後加工がし易い
また、ドリルで後加工する場合やヤスリがけなどにも向いています。

※↑は表面をヤスリがけした結果です。
耐水ペーパーを使って、色々な樹脂にヤスリ掛けをしてみましたので、↓の記事も参考にして下さい。
3Dプリントしたあとの仕上げ作業で、このような疑問をもったことはないでしょうか? ・ ヤスリがけ(研磨)は、どの樹脂にも有効なの?・ どれくらいの仕上がりになるの?・ 手ごたえはどんな感じ? ABSを含め[…]
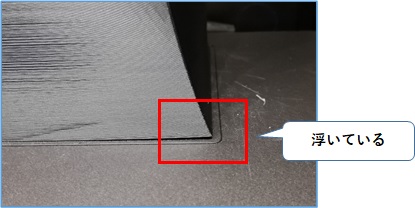
2.プラットフォームから剥がれやすい
そのため、プラットフォームから造形物が浮きやすくなる場合があります。
造形物が剥がれてしまったとき「どのように対処して良いか」悩んでいませんか? この症状は、あらゆるところに原因が潜んでいますので、正しい順序で確認しないと解決することができません。 私は、い[…]

3.積層割れ(クラック)が発生しやすい
↓のように層と層の間が割れてしまいます。
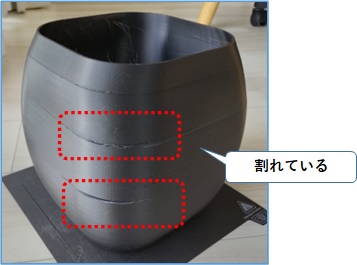
↑これでは造形としては失敗となってしまいます。
クラックの対策方法を、↓の記事でご紹介していますので参考にして下さい。
家庭向け3Dプリンター「Creality Ender-3」で、こんな症状に困っていませんか? ・ ABSで大きいモデルをプリントすると、テーブルから剥がれる。 ・ ABSで大きいモデルをプリントすると、クラック(積層割れ)がおき[…]
ABSの症状でお悩みの方は、↓の動画で対策をご紹介しています。
4.価格が安い

今回使うフィラメント
今回は、ネットでも販売されている「Ankun T-ABSフィラメント(黒)」を使って造形しました。

造形するモデル
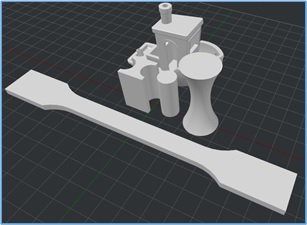
今回は「小さいモデル達」と「大きいモデル」をそれぞれ造形していきます。
1.小さいモデル
下記のように小さいモデルをいくつか作ります。
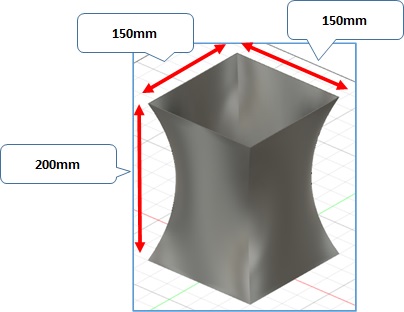
2.大きいモデル
大きいモデルをつくり、クラックや剥がれが起きないかなどを見ていきます。
条件は下記の通りです。
| 項目 | 数値 | |
| ① | ノズル径 | 0.4mm |
| ② | 積層ピッチ(レイヤーの高さ) | 0.2mm |
| ③ | ノズル温度 | 250℃ |
| ④ | プラットフォーム温度 | 100℃ |
| ⑤ | 充填率 | 10% |
| ⑥ | サポート | なし |
造形結果
小さいモデルは全く問題ありませんでしたが、大きいモデルは少し修正が必要でした。
1.オブジェ

表面の光沢感はほとんどなく、マットな仕上がりでした。
2.ブロック
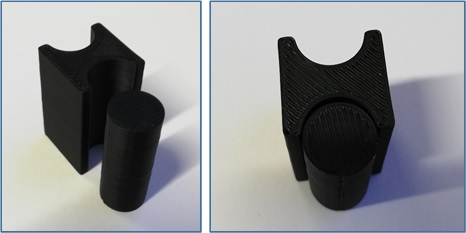
こちらもきれいに仕上がっています。ブロックの組み合わせも問題ありません。
3.試験棒
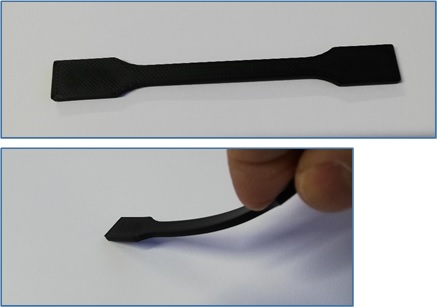
試験棒を折るつもりで、強い力を加えてみます。
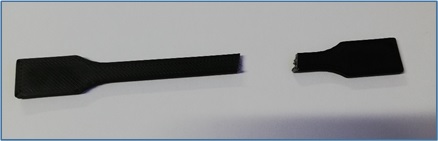
結果はPETGの時と違い「バキッ」と割れました。この辺りは「充填率」によって強度も変わってきます。
3Dプリンターでは、残念ながら「造形に失敗する」ということがよく起きます。なぜなら樹脂にはたくさんの種類があり、特性がそれぞれ異なるからです。 そこで、失敗しにくい樹脂の一つである「PETGフィラメント」を使ってみ[…]
4.船
ベンチマーク用の船を造りました。
こちらも細部まできれいにできていました。
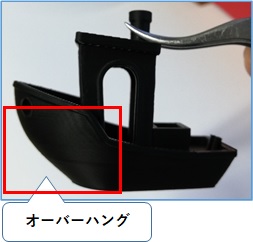
オーバーハング部もきれいに再現されています。

ブリッジ部の樹脂ダレも特にありません。

底面部は、やや白っぽくなりました。
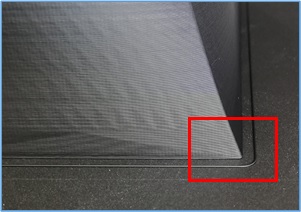
5.大きいモデル
では続いて「大きいモデル」の造形結果です。
隅の部分が少し浮いてしまいました。

結構大きいクラック(積層割れ)が発生しました。
そこでスライサーのパラメーターを下記のように変更します。
・押出幅:0.4mm→0.48mmに変更。
・外壁速度:30mm/s→15mm/sに変更。
結果は下記の通りです。
プラットフォームの剥がれが解消しました。
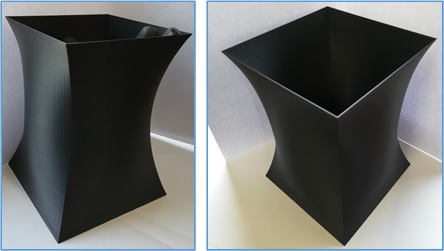
積層割れがなくなり、きれいに積みあがってくれました。
パラメーターを変更した理由は下記のとおりです。
押出幅とは「線の太さ」のことです。
0.4mmを0.48mmにすることで「より線を太く」しました。
そうすることで、よりプラットフォームにしっかり密着してくれますし、
積層同士の密着力も向上しますので、クラック対策にもなります。
外壁速度を遅くすることで、ゆっくり丁寧にプリントしてくれます。
それにより積層間がより密着してくれます。
試したフィラメントの結果
小さいモデルは、特に言うことなくきれいに作れました。
また、大きいモデルは微調整が必要なものの、問題なく作ることができました。
非常にコストパフォーマンスがよい商品だと感じました。
おすすめ記事
ABSフィラメントについて、こんな疑問はないでしょうか? ・ どんな特徴があるの?・ メリット、デメリットを知りたい。 本記事では、ABSフィラメントの基礎から、プリントに失敗しないための情報などをまとめていますので[…]

Ender-3 S1という家庭向け3DプリンターでABSをプリントするコツもご紹介しています。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ ABSでプリントすると、テーブルから剥がれる。 ・ ABSでプリントすると、表面が荒れる。 もしかすると「Creality S[…]