3Dプリンターの後加工で、こんなお悩みはないでしょうか?
・ バリ取りに便利なツール、工具はないの?
・ バリができないようにしたい。
この記事では、上記のようなお悩みにお答えしています。
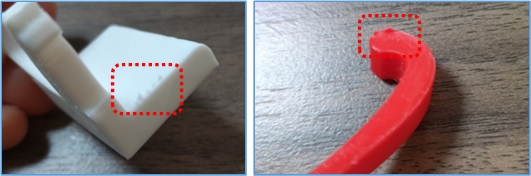
バリってなに?
↓このままでは、見栄えがわるい上に、ケガをしてしまう原因になってしまいます。
なぜバリができるの?
① 書き出しのタイミング
それぞれの層の「書き出し場所」で発生します。
↓ノズルからたれた樹脂が付着し、このようになります。
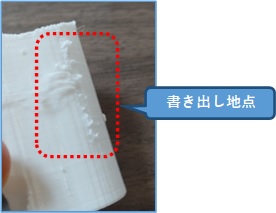
↑一か所に点々が集まっていますね。
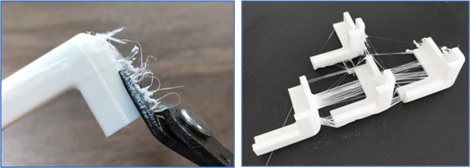
② ノズルが移動するタイミング
ノズルから垂れた樹脂がひっぱられることで、バリがおきます。
↓ひどいと「糸引き」と呼ばれる症状が発生します。
③ プリント最終地点
プリントが書き終わったテッペンのところに、バリができます。
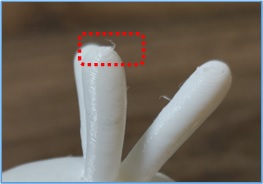
↑最後にノズルから出た部分が、このようになります。
これらの対処方法は、本記事の下段にまとめているので、気になる方は参考にして下さい。
バリを取る方法
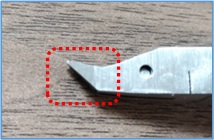
① ペンカッター(スラントナイフ)を使う
紙やシールなどをカットする目的で使われますが、バリ取りでも使いやすいです。

利点1: にぎりやすい
えんぴつのように、握りやすいです。

↑握るところが丸まっていて、力を入れやすくなっています。
利点2: 刃がブレない
刃が固定されているので、作業中はブレません。

↑カッターナイフよりもガタツキが少ないので、力が分散されません。
利点3: 安価
あまり高いものではないので、手軽に購入することができます。
② エッジニッパーを使う
ハリガネや銅線もカットできるので、強度・耐久性が高いです。

利点1:バリが残りにくい
バリの根元をカットすることで、残りにくくすることができます。
↑刃の部分がフラットになっているので、目標に対してしっかりと密着できます。
利点2:ストロークが長い
ストロークが長いので、奥まった場所でも届きやすいです。

他にもエッジニッパーには利点がありますので、詳しくは↓の記事をご覧ください。
3Dプリンターの後処理で、こんなお悩みはありませんか? ・ バリが取りきれない。 ・ サポート材が取りにくい。 ・ バリ取りってどんな工具を使ったらいいの? 今回は、「TSUNODA製 エッジニッパー M[…]
③ ダイヤモンドヤスリを使う
残ったバリを研磨するのに便利です。

利点:力をいれて研磨できる
グリップがあるので、力を入れて研磨することができます。
ニッパーや、ナイフで大まかに除去したあとの仕上げに使うと効果的です。
④ リューター(ルーター)を使う
研磨する数が多い場合や、手ではしんどいという方には重宝します。

利点1:作業がラク・仕上がりがキレイ
自動で回転して削るので、手で作業するよりも楽です。
バリにちょっと充てるだけでも、しっかり研磨してくれるので仕上がりがキレイです。
利点2:安価
近年では、ミニルーターが安価に購入することができます。
↓格安のリューターを試してみましたので、参考にしてみて下さい。
3Dプリントの仕上げで、こんなお悩みはありませんか? ・ もっとラクに研磨や加工をしたい。 ・ 格安リューターって本当に使えるの? このような疑問を解消すべく、リューターを試しましたので参考にしてみて下さい[…]
⑤ バリ取りカッター
角張ったエッジ部分をカットするのに向いています。

利点:エッジの見た目が良くなる
角張ったエッジを除去するのに向いています。
ただしバリ取りという意味では、形状を選ぶので注意して下さい。
バリを発生させないことはできる?
私が行ってきたサポート経験をもとに、少しだけ事例をご紹介します。
① 書き出し位置を変える
書き出し位置を「ランダム」にすると効果的です。
位置を固定にしてしまうと、バリ・ダマが密集して目立ってしまいますが、ランダムにすると散らすことができます。
② 書き出し時の出力タイミングを変える
書き出し時の「出力タイミング」を変えると効果的です。
ノズルからの出力タイミングを遅らせることで、ダマになりにくいです。
③ リトラクト設定を見直す
リトラクトの値を調整することで「糸引き・ダマ・バリ」を抑えることができます。
リトラクトとは「ノズルが移動するときにフィラメントを上に引き戻す機能」です。
引き戻す値が大きいと、ノズルから樹脂垂れを抑えることができます。
3Dプリンターのリトラクトとは? FDM方式では欠かせないリトラクトについて解説します。リトラクトとはどういう機能でしょうか? 特徴など参考にして頂き、造形成功の手助けになれば幸いです。 […]

④ フィラメントを防湿する
フィラメントが湿気を帯びてしまうと、糸引きやダマの原因となります。
対策ポイントは「フィラメントを開封した後の保管」です。
↓おすすめの保管の仕方をまとめましたので、参考にして下さい。
フィラメントの保管について、こんな悩みはありませんか? ・ どうやって保管していいか分からない。 ・ 長い期間、保管したい。 ・ 吸水率の高いフィラメントを保管したい。 ・ かんたんに保管したい。 この[…]
おすすめ記事
サポート材の除去について、このようなお悩みはないでしょうか?
・ 取ったあとの仕上がりが良くない。
上記のようなお悩みを↓の記事にまとめていますので、ご確認ください。
「サポート材の除去」について、こんなお困りごとはありませんか? ・ どんな工具があったらいいの? ・ 工具の選び方がわからない。 この記事では「サポートの除去に必要な工具」をご紹介しています。 &nb[…]