この症状は、あらゆるところに原因が潜んでいますので、正しい順序で確認しないと解決することができません。
私は、いろいろなメーカーの保守・サポートを行ってきましたが、対処する順番を誤ってしまい、やり直した経験が何度もあります。
そこで本記事では「確認する項目」や「順番」「解決方法」をまとめましたので、ぜひ参考にして下さい。

動画で見る
↓動画でも対処方法を確認することができます。
定着しない場合に起きる問題点
① 空中でプリントし続ける
土台となる部分が剥がれてしまうと、積み上げることができません。それによりひたすら空中でプリントし続けることになります。
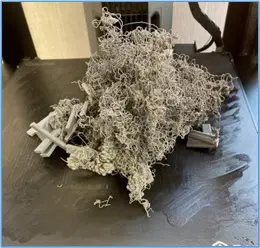
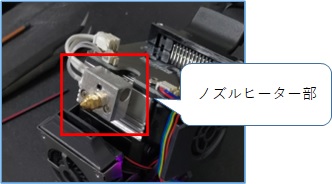
プリントした時間や材料が無駄になるだけではありません。ノズルヒーター部に樹脂がこびりついたり、フィラメントのクズがすき間に入り込むなどの2次災害が起きてしまうこともあります。
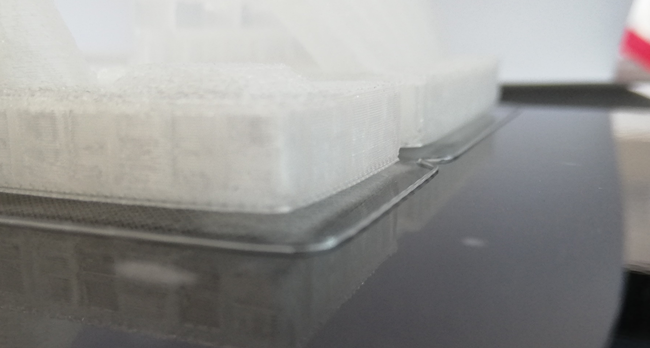
② ズレる
途中の層からズレてしまうことがあります。
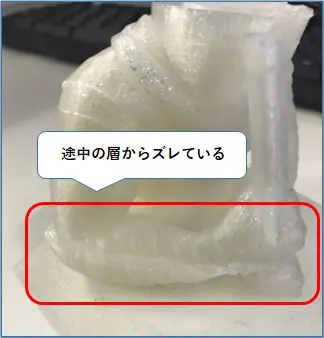
これはプラットフォームから造形物が浮いたことにより、高さが不要に生まれてしまったためです。そこへノズルが接触してしまい、軸がズレることで発生します。
③ クオリティが低下する
土台が確実に積みあがらないと、当然ですがクオリティが低下します。
たとえば底面部が湾曲したり、上面部がつぶれた仕上がりになります。

「3つ」の原因
- 部品が壊れているため
- 使い方が間違っているため
- これらに問題はなく、樹脂の収縮力が強いため
それぞれの項目を、どのように確認していけば良いかを、解説していきます。
1.部品が壊れていないかを確認する
① テーブルの状態を確認する
プラットフォームシートに破損やキズ、浮き、たわみ、ヨレ、ゴミがないかを確認します。もしあれば清掃したり、シートの張り替えを行いましょう。
シートはお使いの機種によって材質もサイズも違います。カンタンに張れるシートも販売されていますので確認してみてください。
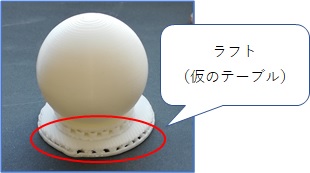
また、シートの状態が良くても、土台が歪んでいないか・たわんでいないかも確認して下さい。その場合は、土台の交換がもっとも良い方法ですが、できない場合は「ラフトを5層ほど設定する」と、剥がれを抑えることができます。ラフトは仮のテーブルを敷いてくれる機能です。。
【関連記事】 ラフト、スカートとは?
また、糊(のり)を塗ると定着力がアップしますので、一時しのぎができます。
【関連記事】 おすすめのスティックのりはどれ?
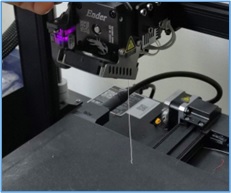
② ノズルの状態を確認する
ノズルから適正な量が排出されないと、定着力が弱まってしまうことがあります。
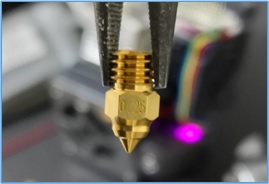
パージ(試し出し)をしたり、線をプリントしてみて、太めの線が排出されるかを確認します。もし極端に細い線の場合は、ノズルにコゲやカスが溜まっているかもしれません。
また、いろいろなフィラメントを、とっかえひっかえしている場合も注意です。ノズルの中に、温度帯の違う樹脂がたまってしまうと、詰まりの原因になってしまいます。
少し心配な方は、ノズルを交換することをおすすめします。最近は、安価で購入することができます。

【関連記事】 【失敗しない】Ender-3のノズルを交換する方法
2.使い方に間違いがないかを確認する
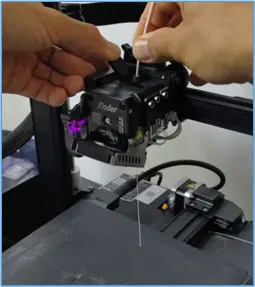
① Z軸のキャリブレーションを行う
1点目は「Z軸のキャリブレーション」です。
Z軸のキャリブレーションとは、ノズルとテーブルの間隔を合わせる作業です。この調整が甘いと、あらゆる症状が起きてしまいます。
調整には、コピー用紙を使う場合もありますが、安定して行うためにはシックネスゲージを使うことをおすすめします。

自動でキャリブレーションすることができる3Dプリンターは、精度が高く、調整の手間もかからないのでおすすめです↓
【関連記事】:Ender-3 V3 SEを徹底レビュー!
【関連記事】:Ender-3 V3 KEを徹底レビュー!
② 平面調整をする
2点目は「平面調整」です。
プラットフォームテーブルが物理的に「平面」になるようにします。テーブルの「四隅」で、高さがそれぞれ均一になるようにします。それを2周~3周ほど行います。

何周やっても、平面にならない場合は、テーブル自体が歪んでいる可能性があります。この後ご紹介する「オートレベリング」で治らない場合は、部品交換やメーカーへの修理対応が必要となります。
ちなみにこの平面調整は、この後にご紹介する「オートレベリングを行う前」に実施して下さい。
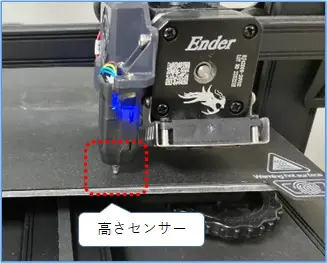
③ オートレベリングを行う
3点目は「オートレベリング調整を行う」です。
オートレベリングとは、テーブルが平面になっているかを測定してくれる機能です。平面になっていない場合は、ソフト的に補正をしてくれます。
高さセンサーによって、自動で「測定」「補正」をしてくれますので、手軽に行うことができます。最近の3Dプリンターに搭載されています。
④ ノズルの温度を確認する
4点目は「ノズルの温度を確認する」です。
フィラメントによって、ノズルのヒーター温度は異なります。パッケージに記載されている温度を確認しましょう。
季節や環境によって、冷えてしまう場合は、+10℃ほど上げてみましょう。
・ PLA:205℃~220℃
・ ABS:240℃~255℃
・ PC:255℃~260℃
⑤ テーブルの温度を確認する
5点目は「テーブルの温度を確認する」です。
こちらもノズルと同様に、ベッドの温度を適正に設定する必要があります。

こちらも季節や環境によって、冷えてしまう場合は、+10℃ほど上げてみましょう。
・ PLA:50℃~60℃
・ ABS:100℃~105℃
・ PC:100℃~110℃
⑥ 周辺温度を確認する
6点目は「周辺温度を確認する」です。
プリントエリアの周辺温度が適正かを確認します。たとえば、PLAやTPU(エラストマー)であれば、カバーにおおわれていない、いわゆるむき出し状態のままプリントすることができます。

ところがABSやPCなどは、周辺温度を一定に保っておかないと、剥がれやすくなります。カバーで覆うことができる製品であれば良いですが、むき出しの場合は、エンクロージャーなどのツールを利用する方法があります。

特に注意が必要なフィラメントは、以下の通りです。
・ ABS
・ PC(ポリカーボネート)
・ PA(ナイロン)
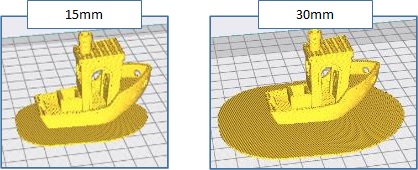
⑦ プリント速度を確認する
7点目は「プリント速度を確認する」です。
最初の層(1層目)が、速すぎないかを確認します。速いとプリント線が定着しにくくなりますので、目安としては「10mm/s~15mm/s」あたりにしておきましょう。
3.それでも剥がれる場合の対処方法
つまり、樹脂の収縮力が強いために起こります。ここからは、剥がれないようにする工夫を「10点」ほどご紹介していきます。
① 糊(のり)を使用する
1点目は「糊を使用する」です。
手っ取り早く対処したい場合に効果的です。テーブルに塗ることで、定着力を上げることができます。

PLA・ABS・PC・PAなどに試しましたが、どれにも対応可能です。おすすめはコストパフォーマンスが良い、「シワなしピット」です。

シワなしピットは、安価なわりに効果が高いのですが、厚みが出やすいというデメリットがあります。

価格は上がりますが、Magigooは薄塗りができ、底面にノリの痕が残りにくいというメリットがあります。
【関連記事】 おすすめのスティックのりはどれ?
動画でおすすめ糊をご紹介しています↓
② 整髪スプレーを使用する
2点目は「整髪スプレーを使用する」です。
昔ほどは使われないですが、ベッドに整髪スプレーを吹きかけることで、定着力を強めることができます。

テーブルに満遍なく塗布することができるというメリットがあります。ですが、パーツにもかかってしまう可能性があるので、周辺を保護をした上で使うようにしましょう。
③ ラフトを使用する
3点目は「ラフトを使用する」です。
ここで期待できる効果は「定着力を強める」ということと「平面をつくりなおす」という2つがあります。
ラフトは「仮のテーブルをプリントしてくれる機能」です。モデルよりも、一回り広いエリアをプリントしますので、定着力が上がります。より効果を上げたい場合は、さらに面積を広げると良いでしょう。
そして、ラフトは平面を作りなおしてくれますので、テーブルが多少歪んでいても、ラフトによって慣らしてくれます。5層以上設定しておくと良いでしょう。

④ ブリムを使用する
4点目は「ブリムを使用する」です。
ブリム(brim)とは、造形物のまわりに追加でプリントして、エリアを広げる機能です。それにより、剥がれにくくする効果が期待できます。

ラフトのように仮のテーブルはプリントしませんので、「平面を補正する役割」はありません。またエリアを広げた部分は、造形物にくっ付いているので、精密ニッパーなどで除去する必要があります。ブリムよりもラフトを使うケースが多いです。

【関連記事】 ブリム(BRIM)とは? 効果・メリット・デメリットのまとめ
⑤ 1層目の流量を増やす
5点目は「1層目の流量を増やす」です。
流量(フロー・吐出量)とは、ノズルから出る樹脂の量です。この値を上げると、より多くの樹脂が排出されますので、定着力を強めることができます。ちなみにこの調整は「スライサーソフト」で行います。
値を上げすぎると、逆に剥がれなくなったり、見た目に影響するので注意が必要です。初期値が100%の場合は、120%~140%あたりに変更すると良いでしょう。
【関連記事】 流量(FLOW・吐出量)
⑥ 1層目の押出幅を増やす
6点目は「1層目の押出幅を増やす」です。
押出幅とは、プリントする線の太さのことです。値を上げると太い線を出力しますので、定着力を強めることができます。たとえば押出幅が0.4mmの場合、120%に変更すると、0.48mの線をプリントします。
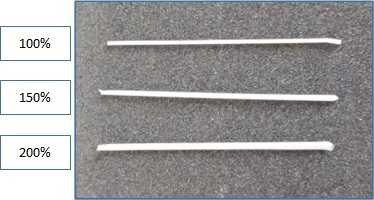
太ければ太いほど、定着力は強くなりますが、これも上げすぎるとトラブルの原因となりますので、注意して下さい。
【関連記事】 ライン幅(押出幅)とは?
⑦ プラットフォームシートを使用する
7点目は「プラットフォームシートを使用する」です。
大きい形状は向きませんが、小~中程度のものであれば問題ありません。消耗品のため、安価に購入することができるのもメリットのひとつです。

⑧ 低反りフィラメントを使う
8点目は「低反りフィラメントを使う」です。
反りを抑えたABSフィラメントが流通しています。ですが、形状によっては反りやすくなるので、予め認識しておきましょう。

⑨ モデルの置き向きを確認する
9点目は「モデルの置き向きを確認する」です。
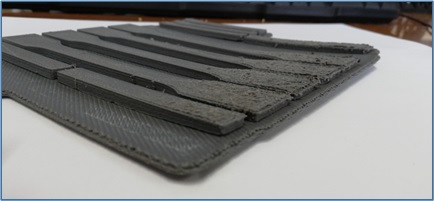
モデルの置き方によって、反りの影響を受けやすくなります。たとえば以下のような「板」をプリントする場合、立てるより寝かせてプリントした方が良いです。
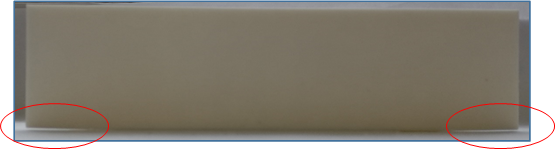
理由としては「接地面積が少ないことで定着力が弱くなる」「収縮が上方向に働きやすくなる」ためです。
⑩ 充填率を下げる
10点目は「充填率を下げる」です。
充填率(インフィル)とは、中身を塗りつぶす割合のことです。充填率が100%ということは、中身が完全に詰まった状態ということになります。
充填率は上げれば上げるほど、収縮力は強くなります。不要に上げることはおすすめしません。
【関連記事】 流量(FLOW・吐出量)、充填率(infill・インフィル)とは?
まとめ
剥がれの問題は、メーカー・機種によって、それぞれの癖や機能の違いが大きく影響します。まずは正しい使い方を改めて確認してみましょう。難易度の高い樹脂は、剥がれないような工夫をしながら対処をする必要があります。
引き続き、良い解決方法を模索できればと思います。
おすすめ記事
↓では「Ender-3」を使って、剥がれないようにする調整例をご紹介しています。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ ABSでプリントすると、テーブルから剥がれる。 ・ ABSでプリントすると、表面が荒れる。 もしかすると「Creality S[…]
↓では、3Dプリンターでよくあるトラブルをまとめました。
本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]