3DプリンターのFDM(熱溶解積層)方式では、よく使用するワードとして、流量や充填率があります。それらの設定を調整することで、様々な種類の造形が可能になります。用語の意味や特徴などを、実体験の情報を元に解説したいと思います。

流量(FLOW・吐出量)とは?
流量とは、ノズルから吐き出すフィラメントの量のことです。基本的にはパーセンテージ(%)で設定し、100%が標準値となります。増減させることで線の太さが変わります。
100%を切ると造形線が細くなり、超えると太くなります。使用するノズル径が同じサイズでも流量の値を変更することで、細い線にもなりますし太い線にもなります。
流量を変更するメリット
- 見栄えがよくなる
- ノズル詰まり対策
- テーブルから造形物を剥がしやすくする
- テーブルから剥がれにくくする
見栄えがよくなる
流量を減らすことで造形物の見栄えを良くすることが出来ます。例えば、1本1本の造形線がすごく太い場合をイメージしてみて下さい。とても見栄えよく造形できる気がしませんよね。
目に触れる部分を細い線で造形することで、細部をきれいに見せることができます。
ノズル詰まり対策
流量を減らすことで、ノズル詰まりが解消されることがあります。
流量を減らすと、ノズルにかかる負担を減らすことが出来ます。特にゴム系の樹脂などで調整することがあります。
関連記事:ノズル詰まり対処方法・回避方法
テーブルから造形物を剥がしやすくする
流量を減らすことで、テーブルから造形物を剥がしやすくすることができます。
流量を減らすことにより、1本1本の線が細くなります。 線が細くなると「接地面積」を少なくすることができます。それによりテーブルとの定着力を減らすことができるので、剥がしやすくなるのです。
PC(ポリカーボネート)などの樹脂は、テーブルに定着しすぎてしまう場合があります。そうなるとなかなか剥がれてくれません。無理してスクレーパーで剥がそうとするとケガをしてしまうので注意しましょう。

テーブルから剥がせない時の手順をまとめていますので、下記の記事を合わせてご覧ください。
3Dプリンターでこんなお悩みはありませんか? ・ プラットフォームから、造形物が剥がれない。・ 剥がすコツや便利な工具を知りたい。 本記事では、プラットフォームからうまく剥がすための対処をご紹介しています。 &[…]

プラットフォームから剥がれにくくする
先ほどの逆パターンです。テーブルから剥がれにくくすることができます。
流量を増やすことで、線を太くし、接地面を増やします。主に収縮時の反りが強い樹脂で使用します。例えばPA(ポリアミド、ナイロン)・ABS(アクリルニトリル・ブタジエン・スチレン)などがあります。
関連記事:テーブルから剝がれないようにする方法
流量を変更するデメリット
- 正しい知識、調整が必要
- 設定値の管理が手間
正しい知識、理解が必要
流量の変更にあたっては、使用しているスライサーの正しい知識が必要です。
スライサーによっては、あらゆる箇所の流量が変更できるものがあります。または、その逆で限定的のものもあります。理解しないまま設定を変更すると、思わぬ造形結果となってしまいますので注意しましょう。
設定値の管理が手間
造形モデルに合わせて流量を変えていくと、パラメーターのテンプレートがどんどん増えていきます。テンプレートの管理の手間が発生しやすくなります。
充填率(infill・インフィル)とは?
充填率とは、外からは見えませんが造形物の中身の密度のことです。または「充填密度」とも呼びます。
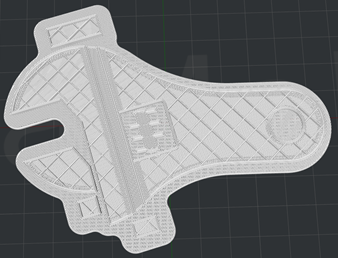
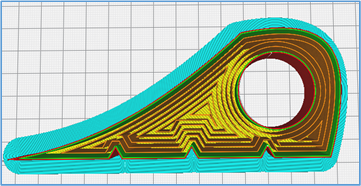
下記の図は、充填率15%(左)と充填率60%(右)のスライスデータです。
モデルの中心部の塗りつぶし量が違うことが分かりますね。
充填率の変更に伴う影響
- 強度
- 造形時間
- 使用するフィラメントの量
- 重さ
- 造形難易度
強度
充填率を変更すると強度に違いが発生します。充填率が少ないと弱くなり、多いと強くなります。
FDM方式の造形は、形状確認が多いことから、強度を求められることは少ないです。そのため15%~30%あたりの低い数値で使われることが多いです。
造形時間
充填率を変更すると造形時間に影響が発生します。充填率が少ないと造形時間は短くなり、多いと長くかかります。造形モデルの大きさや個数なども考慮して、適切に調整する必要があります。
使用するフィラメントの量
充填率を変更すると、使用するフィラメントの量に影響が発生します。充填率が低いと、使用するフィラメントの量も少なくなります。
重さ
充填率を変更すると、重量に影響が発生します。
造形難易度
充填率を上げすぎると、造形難易度が高くなってしまうケースがあります。
試作目的の場合は10%~20%程度にするのが良いでしょう。
以前、100%と10%の充填率で造形比較をやったことがあるので、よろしければ下記の記事もご覧ください。
充填形状について
充填部は形状を変更できるスライサーもあります。下記に一部の形状を掲載します。メーカーによっては、これ以外にも多種多様な充填形状があります。
たとえば・・・
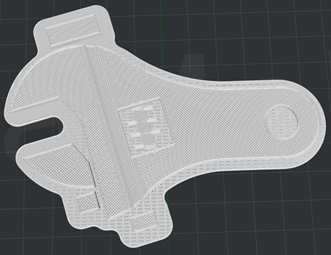
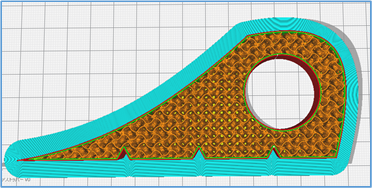
- 格子状
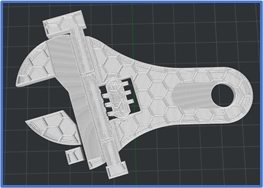
- ハニカム形状
- 同心円状
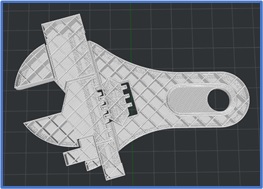
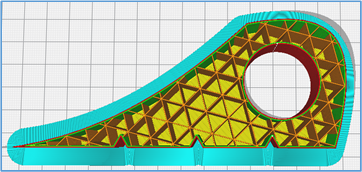
- 三角形(トライアングル)
- ジャイロイド
格子状
充填の形状が「格子」状になっています。一般的な形状で、多くのスライサーで使用可能です。比較的強度も高いです。
ハニカム形状
正六角形の形状で、ハチの巣という意味があります。非常に強度に優れており、近年ではこの形状が売り文句になっている機種もあります。
同心円状
外形の形に沿って、充填形状が決まっていきます。 強度を求めないような樹脂や形状で使われることが多いです。
三角形(トライアングル)
三角形が集まった形状です。
ジャイロイド
ジャイロイド構造とも呼ばれており、縦にも横にも自然な流れで連結しているので、多方面からの力に強い構造になっています。近年ではよく使用されている形状です。
まとめ
流量や充填率は、非常によく使用する機能の一つです。
これらの機能をよく理解することで造形の成功率や仕上がり具合に影響します。
また仕上がりを良くするための機能として「積層ピッチ」や「ノズル径」があります。合わせてお読みください。
FDM方式の3Dプリンターでよく使われる「積層ピッチ」や「ノズル径」という言葉をご存じでしょうか? この2つは、造形の仕上がりに大きく関係します。 この記事では、それぞれの意味や関連性をま[…]