お悩みの症状は、目次からご確認して下さい↓
私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれば幸いです。
ちなみに本記事は「FDM方式の3Dプリンター」に特化した内容となっています。光造形方式のトラブル事例は、こちらをご覧ください。→ 3Dプリンターでよくある失敗例・対処方法【光造形】
- 1 剥がれる、浮く、反る、定着しない
- 2 割れる、ヒビ・亀裂が入る
- 3 積層間で割れる(クラックする)
- 4 ノズル詰まり
- 5 糸引き
- 6 波打つ、ただれる
- 7 バリが残る
- 8 ダマになる・玉になる
- 9 空中(中空)造形、焼きそば・ぐちゃぐちゃ・モジャモジャ状態
- 10 造形物が途中からずれる
- 11 音がする(パチパチ音、ガガガ音、カタカタ音)
- 12 表面・上面が汚い
- 13 底面が汚い
- 14 サポートと接するモデルの底面が汚い・荒い
- 15 1層目の線と線の間隔が広い
- 16 積層痕が目立つ
- 17 積層が荒い、汚い
- 18 オーバーハング(アンダー)が汚い、荒い
- 19 スカスカな造形・排出が弱い
- 20 プラットフォームテーブル(ベッド)から剥がせない
- 21 ラフトが造形物から剥がせない
- 22 サポート材が造形物から剥がれない
- 23 造形物が歪む、楕円になる
剥がれる、浮く、反る、定着しない
熱可塑性樹脂フィラメントは、ノズルからプラットフォームテーブルへ排出された後に一気に冷えます。そして樹脂が収縮し、テーブルから剥がれたり、浮いたりします。
いきなり「樹脂の収縮が強いのが原因」と考えてしまう人がいますが、それは間違いです。
まずは正しい設定が出来ているかどうかを疑ってみて下さい。例えば「ノズルとテーブルの間隔値(ギャップ値)は正しいか?」、または「テーブルは平面になっているか?」などです。
そしてその次に「部品の不良が発生していないか?」を確認します。例えば「テーブルにキズはないか?」「気泡が入っている場所はないか?」「ノズルから排出される吐出量が異常に少なくなっていないか?」などです。
それも問題がないとすると、ようやく「樹脂の収縮が強い」ということになり、剥がれない工夫を行っていきます。これらのプロセスを飛ばしてしまうと、トラブル対応が2度手間になりますのでご注意下さい。
造形物が剥がれてしまったとき「どのように対処して良いか」悩んでいませんか? この症状は、あらゆるところに原因が潜んでいますので、正しい順序で確認しないと解決することができません。 私は、い[…]

また、Ender-3 S1という家庭向け3Dプリンターの調整例を↓にご紹介しています。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ ABSでプリントすると、テーブルから剥がれる。 ・ ABSでプリントすると、表面が荒れる。 もしかすると「Creality S[…]
こちらの動画で対策をご紹介していますので、参考にしてください↓
割れる、ヒビ・亀裂が入る
FDM方式の3Dプリンターは、高温のノズルヒーターで樹脂を溶解させて、樹脂と樹脂をくっつけます。そこで何かが原因して接着力が低下し「割れたり」「ヒビ」が入ります。
1つ上の項の「剥がれる、浮く、反る、定着しない」の項目でご説明した通り、まずは「機械や設定を正しく設定できているか?」「部品の不良が発生していないか?」を確認して下さい。
<ノズルの温度を上げる>
ノズルの温度を、10度ほど上げてみて下さい。
高い温度で樹脂同士を塗り付けることで、接着力が強まります。
<庫内温度を保つ>
フィラメント排出後の冷却を抑えるために、庫内の温度を保てるようにして下さい。
外装カバーがないタイプの3Dプリンターでは、熱が逃げにくくする必要があります。
エンクロージャー(外装カバー)付きの3Dプリンター↓

<冷却ファンをOFFにする>
ノズルから排出されたフィラメントを冷やすためのファンが搭載されているモデルがあります。
一旦ファンをOFFにして、接着を優先させてみてください。
<印刷(造形)速度を遅くする>
印刷速度を遅くしてみて下さい。ゆっくり造形を行うことは、丁寧に積層していくことになります。造形時間は増えてしまいますが、しっかりと積層間を作り上げることで解消できる場合があります。
<押出幅(ライン幅)を増やす>
押出幅を増やすことで「線の太さ」を太くすることができます。
押出幅については↓の記事で詳しく紹介しています。
みなさんはライン幅(押出幅)を調整することはありますか? この調整項目を理解すると、失敗しにくくなったり、見栄えが良くなったりします。 そこで今回はライン幅(押出幅)についてまとめます。[…]
<フィラメントを新品にする>
フィラメントが古い場合や湿気を帯びてしまっている場合は、交換をする必要があります。湿気を帯びているフィラメントを使用すると、ノズル排出後に「パチパチ」と音がして、積層に穴が空くケースがあります。
それでも、古いフィラメントを使用したい場合は、除湿対応をしてみて下さい。乾燥剤では、完全に除湿が出来ませんが、暫く保管することで多少の改善が見込めます。

なお新品開封後は、ドライボックスなどに保管しながらご使用することをおすすめします。

<フィラメントの商品・メーカーを変える>
私も経験がありますが、どんなにがんばってもフィラメントの成分によって割れやヒビが入ってしまう商品があります。
フィラメントには、ある程度の混ぜ物(フィラー)がされており、その成分や度合いはメーカーや商品によってさまざまです。どうしても改善されない場合は、メーカー・商品を変更してみて下さい。
積層間で割れる(クラックする)

大きいもの且つ、反りの力が強い樹脂でプリントしたときに起きやすい症状の一つです。積層間で大きく割れてしまうので、ほとんどのケースで使い物にならなくなってしまいます。
動画でも対処方法をご案内しています↓
<ノズルの排出量を確認する>
「ノズルから満足に樹脂が排出されているか」を最初に確認してください。パージ(試し打ち)ができるかと思いますので、「太さ」を確認してみてください。
排出量が少ないと積層間の接着力が弱まりますので、ノズルの清掃や交換をする必要があります。
みなさんは、ノズルを掃除して再利用していますか? もちろん買いなおすこともあるでしょうが、私の場合は使えそうなノズルを「掃除して」再生させています。 掃除方法は色々あるかと思いますが、今回[…]
またノズルは、少しお値段はしますが、テクノダイヤ製のkaikaがおすすめです。

<押出幅(ライン幅)を増やす>
積層間の接着力を強めるには、1本1本の線の幅を太くすると効果的です。
スライサーソフト上の押出幅の数値を0.4mm→0.48mmなどのように変更します。
Creality Ender-3 S1という家庭向け3Dプリンターを例に、調整のコツを↓にご紹介していますので参考にしてみて下さい。
家庭向け3Dプリンター「Creality Ender-3」で、こんな症状に困っていませんか? ・ ABSで大きいモデルをプリントすると、テーブルから剥がれる。 ・ ABSで大きいモデルをプリントすると、クラック(積層割れ)がおき[…]
<径の大きいノズルを使用する>
ノズル径にはいくつかのサイズがありますので「穴の大きい」ものを使用すると効果的です。
3Dプリントで、次のような不満はありませんか? ・ プリント時間を短くしたい。 ・ ノズル詰まりを減らしたい。 もしかすると、ノズル径のサイズを変えることで、お悩みを解消できるかもしれません。 &nb[…]
ノズルは、品質の高いテクノダイヤ製のkaikaがおすすめです↓
<プリント速度を遅くする>
大きい物をつくる場合は、速度を上げがちです。たしかに1回のジョブで何十時間と動かす場合にはよくあることです。
そこで「径の大きいノズルに変更した上で、速度を落とす」ことをおすすめします。そうすることで時間も短くできますし、定着力にも期待できます。
ノズル詰まり

ノズル詰まりは、よく発生する症状の一つです。ノズルからフィラメントが排出されずに、送りギアで「カタン・・カタン・・」と音が鳴り、空回りします。その後、フィラメントの先端が変形しているためうまく除去できないこともあります。
3Dプリンターのノズル詰まりについて、このようなお悩みはないでしょうか? ・ 対処の仕方を知りたい。・ 予防方法を知りたい。 本記事では、このようなお悩みに答えています。 私自身は、3D[…]
Ender-3での対処方法をまとめてみましたので、参考にして下さい↓
ノズル詰まりが起きたとき、このような疑問はありませんか? ・ どうやって対処して良いか分からない。 ・ 分解には、どんな工具が必要なの? 本記事では、Ender-3 S1でノズルが詰まった時の、分解・対処方[…]
ノズル詰まり回避方法を動画でもご紹介しています↓
糸引き

糸引きは、樹脂によって起きやすいものと起きにくいものがあります。例えば、PC(ポリカーボネート)やTPU(ゴム系樹脂)では、比較的発生しやすくなります。
糸引き対策は、動画でも解説しています↓
糸引きは、ノズル内に残ったフィラメントが自重によって垂れ、その状態でトラベル(ノズル移動)することで発生します。基本的な対策は下記のとおりです。
<ノズル温度を下げる>
ノズルが高温すぎると垂れやすくなるので、10℃ほど下げてみて下さい。
<フィラメントが吸湿している>
使用しているフィラメントが吸湿(湿気を帯びている)状態の場合も糸引きが発生しやすくなります。新品のフィラメントに変更したり、乾燥機や防湿ツールで対策を行います。
↓乾燥機については以下の記事を参考にしてください。
フィラメントを使っていると、こんな悩みが出てきませんか? ・ 湿気の対策はどうすればいいの? ・ どうやって乾燥させるの? 結論から申し上げると、「フィラメント乾燥ドライヤー」を使うと効果的です。 &[…]
<リトラクトを調整する>
リトラクトとは、フィラメント垂れを防止する機能のことです。
3Dプリンターのリトラクトとは? FDM方式では欠かせないリトラクトについて解説します。リトラクトとはどういう機能でしょうか? 特徴など参考にして頂き、造形成功の手助けになれば幸いです。 […]
<トラベル(移動)ルートを調整する>
スライサーソフトによっては、ノズルのトラベル(移動)時の「通り道」を調整・変更できるものがあります。ideamakerであれば「中空部分を通るのを避ける」という機能があったりしますので、モデルの形状によっては対応が可能です。
<複数個造形している場合は、1個ずつ造形する>
複数のモデルを一括で造形している場合は、モデルの移動間で糸引きが起きることがあります。モデルを1個ずつ造形してみて下さい。ideamakerでは「順番造形」という1個ずつ造形を行ってくれる機能があります。
糸引きについて、家庭向け3DプリンターのEnder-3 S1で、調整例を↓でご紹介しています。
家庭向け3Dプリンター「Creality Ender-3」で、こんな症状に困っていませんか? ・ ゴム(TPU)でプリントした際、オーバーハング部が荒れてしまう。 ・ ゴム(TPU)でプリントした際、糸引きが発生してしまう。 […]
糸引きの防止は、こちらの記事にもまとめています。→ 【解決法】糸引きが起きる原因はなに?防止・処理方法
<冷却力の高いプリンターを使う>
冷却力の高い3Dプリンターは、樹脂を急速に冷やしてくれるので、垂れを防止する効果があります。
Creality K1Cは、モデルファン、サイドファンを搭載しているので高い冷却効果があります↓

<トラベル(ノズル移動)の速いプリンターを使う>
ノズル移動が速い3Dプリンターは、糸引きを起こしにくい傾向があります。
近年のプリンターであれば、高速化が主流になってきているので、自然と効果を期待できます。
↓Creality K1は糸引き対策がされています。原因・対処・防止の参考になるかと思います。詳しくは↓の動画も参考にしてください。
波打つ、ただれる

表面部が「波打つ」ことがあります。とくに面積の広い形状でおきることがあります。以下の4点をご確認下さい。
① Z軸のキャリブレーションを行う
ノズルとテーブルのスキマが適正でない可能性があるので、「高さ調整」を行います。一般的には、シックネスゲージを用いて調整を行います。Amazonなどで購入することが可能です。

自動でキャリブレーションすることができる3Dプリンターは、精度が高く、調整の手間もかからないのでおすすめです↓
【関連記事】:Ender-3 V3 SEを徹底レビュー!
【関連記事】:Ender-3 V3 KEを徹底レビュー!
② 平面調整およびオートレベリングを行う
ベッドが平面になるように「四隅」で高さ調整を行います。これもシックネスゲージを使うことが多いですが、コンシューマー向けでは「普通紙」を使うことがあります。

その後、平面を自動で「測定」および「補正」をしてくれるオートレベリングを実施します。
オートレベリング・オートキャリブレーション搭載の3Dプリンターがおすすめです↓

③ 流量を下げる
スライサーソフトの「流量(フロー)」の値を下げます。可能であれば、上面部(ソリッドフィル・表面部)を下げます。初期値が100%であれば、90%~96%程度に変更し、変化があるかを確認します。
④ 押出幅を下げる
スライサーソフトの「押出幅(ライン幅)」の値を下げます。こちらも可能であれば上面部の値を下げます。たとえば0.4mmであれば0.32mm~0.36mmあたりに変更して、変化があるかを試します。
⑤ フィラメントを変える
私の経験上、波打つ場合はフィラメント自体が問題のこともありました。試しにフィラメントを変更してみることを検討してください。
近年、PLAフィラメントは、数多くの種類が出ています。これを機に少し変わったものを試すのはいかがでしょうか?以下の動画も参考にしてください↓
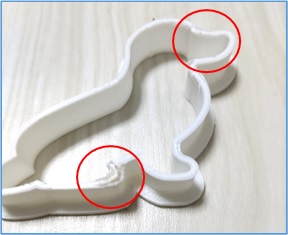
バリが残る
プリントしたものに「出っ張り」や「突起物」、「ささくれ」ができることがあります。
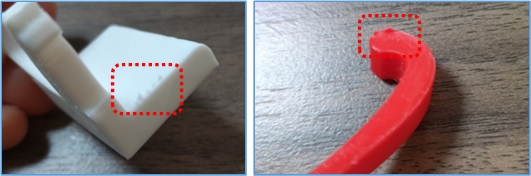
このままでは、ケガをしたり見栄えが悪くなってしまいます。
自重による垂れ落ち
<原因>
ほとんどのケースで「ノズルから垂れた樹脂」がバリの原因になります。
この場合は、スライサーソフトで調整をするのが効果的です。
<対処①:書き出し位置を変える>
各レイヤーの書き出し位置を、固定からランダムに変更します。
するとバリやダマが散らされるので、目立たなくなります。
<対処②:書き出しタイミングを変える>
各レイヤーの書き出しタイミングを遅らせます。
するとバリやダマが小さくなる場合があります。
<対処③:リトラクト設定を見直す>
リトラクトの引き戻し距離の値を増やします。
するとノズルから樹脂が垂れにくくなるので、バリの発生を抑えることができます。
<対処④:バリを除去する>
工具を使い、バリを除去します。
おすすめ工具をまとめましたので↓の記事も参考にして下さい。
3Dプリンターの後加工で、こんなお悩みはないでしょうか? ・ バリがうまく取り切れない ・ バリ取りに便利なツール、工具はないの? ・ バリができないようにしたい。 この記事では、上記のようなお悩みにお答[…]
また、リューターを使えば電動でバリを除去することができます。
格安リューターを実際に試してみましたので、参考にしてください↓
3Dプリントの仕上げで、こんなお悩みはありませんか? ・ もっとラクに研磨や加工をしたい。 ・ 格安リューターって本当に使えるの? このような疑問を解消すべく、リューターを試しましたので参考にしてみて下さい[…]
ダマになる・玉になる
↓の写真のようにダマ・玉ができてしまう原因は2つ考えられます。

① 自重による垂れ落ち
<原因>
ノズルが移動した際に、樹脂が垂れおちてしまうことで発生します。
移動中は、排出や引き戻しをしないため、重力によって下へ落ちてしまいます。
<対処>
リトラクト(引き戻し)量を増やすことで、下へ垂れるのを防ぐことができます。
引き戻し量は、樹脂によって大きく異なりますので、注意が必要です。
② 調整値のバランスがとれていない
<原因>
外壁をプリントした際、樹脂が外側にあふれることで発生します。
この場合は、ノズルや積層ピッチ、流量などの設定バランスが崩れることで発生します。
<対処>
積層ピッチ(レイヤーの高さ)や、流量の値を大きく変えていないかを確認します。
もし変えている場合は、一旦デフォルト値にもどして、症状が治まるかどうかを確認します。
参考に、ノズル径と積層ピッチのバランス値を記載します。
| ノズル径 | 積層ピッチ | |
| 1 | 0.4mm | 0.18mm~0.3mm |
| 2 | 0.2mm | 0.1mm~0.16mm |
それでも治まらない場合は、オーバーハングがきつい形状かもしれません。
その場合は「ライン幅」の値を増やすことで緩和されるケースがあります。
ライン幅については、↓の記事を参考にしてください。
みなさんはライン幅(押出幅)を調整することはありますか? この調整項目を理解すると、失敗しにくくなったり、見栄えが良くなったりします。 そこで今回はライン幅(押出幅)についてまとめます。[…]
空中(中空)造形、焼きそば・ぐちゃぐちゃ・モジャモジャ状態
下記の写真のような状態になることがあります。私も何度も経験しました。
夜中に造形をかけて、朝見たらこの状態だった時はがく然とします。
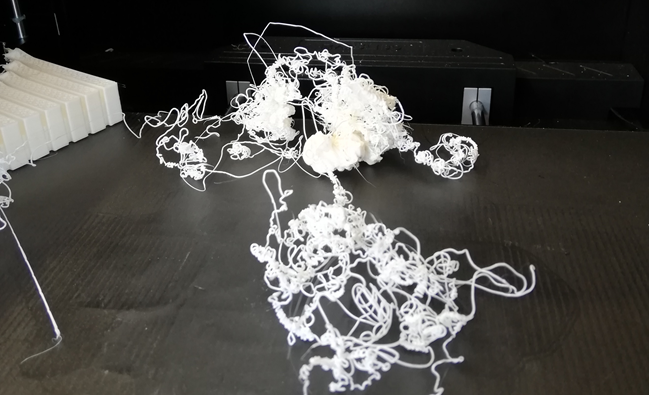
<原因>
定着不良が原因で、造形物がテーブルから剥がれることによって発生します。
その状態でもプリントは進みますので、空中に書き続けた結果「やきそば状態」が出来上がります。
<対処>
※本ページ上部の「剥がれる、浮く、反る、定着しない」を参照して下さい。
それにより造形物がノズルに引きずられて、テーブルから剥がれてしまいます。
サポートを正しく設定し、反りが起きないようにします。
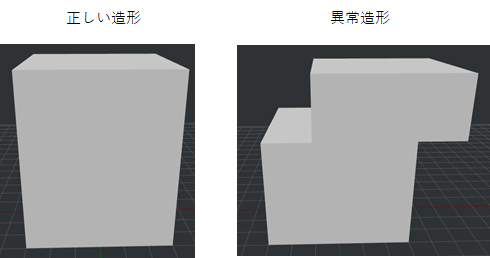
造形物が途中からずれる
写真がないですが、これも何度も経験しました。
下記はイメージ図です。途中の層からズレて造形されてしまうことがあります。
<原因その1>
ボビン内でフィラメントが絡まっている可能性があります。
その結果、エクストルーダーの駆動部でギアの目飛びが発生し、座標軸がズレてしまいます。そうすると「エクストルーダーが実際にいる位置」と「制御上(ソフト上)にいる位置」とで誤差が起きます。
その結果、上記の画像のような、途中から造形物がズレるという症状が発生します。
タイミング良くその場にいれば、「ガガガ」という異常音を聞くことができます。
メーカーによっては、絡まりやすいものもあります。私の経験上では、eSUNフィラメントは少なかったです↓
<原因その2>
造形物が反ってしまい、ノズルと接触した可能性があります。
収縮力の強い樹脂を使用したり、面積の広い造形をすると、プラットフォームから剥がれたり・浮いたりします。
浮いた箇所にノズルが接触することで、エクストルーダーの移動の妨げになってしまいます。
浮きが軽度であれば問題ありませんが、ある程度接触してしまうと「座標ズレ」が起きます。
- プラットフォームの定着力を上げる。※「剥がれる、浮く、反る、定着しない」の項目を参照下さい。
- 樹脂を変更する。※反りにくい樹脂など
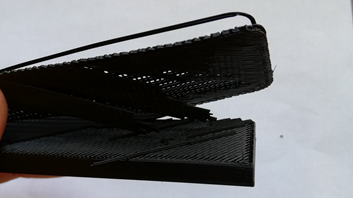
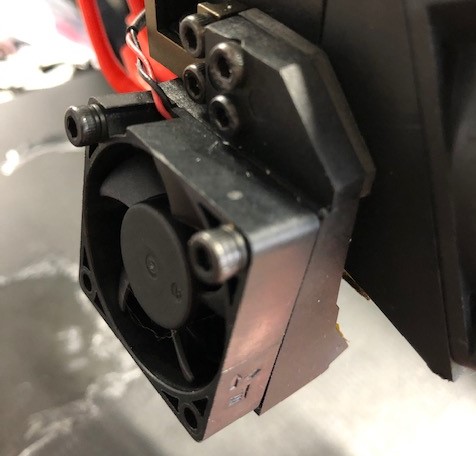
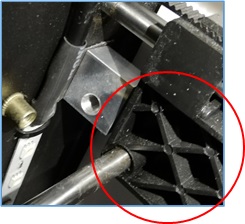
<原因その3>
エクストルーダーの駆動部にギア・プーリーなどが故障していると、座標軸がズレてしまいます。
原則的には、メーカーの修理対応が必要となりますが、事例としては、下の写真のようにプーリー部のビス締め直しで復旧した事例もあります。

また、駆動ベルト部にゴミや埃が挟まっている場合やベルト自体が劣化している可能性もあります。
音がする(パチパチ音、ガガガ音、カタカタ音)
異音にも種類があります。起きやすい音の種類とその対策を記載します。
<パチパチ音>
プリント中にノズル付近から「パチパチ」と音がすることがあります。
これは、フィラメント内に含まれる水分が蒸発する音です。
音だけなら良いのですが、水分が蒸発した箇所に小さい穴が空いてしまい、仕上がりや強度に影響します。
乾燥機については↓の記事も参考にして下さい。
フィラメントを使っていると、こんな悩みが出てきませんか? ・ 湿気の対策はどうすればいいの? ・ どうやって乾燥させるの? 結論から申し上げると、「フィラメント乾燥ドライヤー」を使うと効果的です。 &[…]
<ガガガ音>
エクストルーダーなどの駆動部に負荷がかかっている音です。
フィラメントがボビン内で絡まっていないかを確認して下さい。絡まっているとフィラメントがエクストルーダーを引っ張ってしまい、駆動部に負荷がかかってしまいます。
また、造形物にノズルが接触していないかを確認して下さい。反りかかった造形物にノズルが当たっている場合があります。
・ 造形物が反らないように定着力を上げて下さい。
・ 破損箇所の修理をしてください。
<カタカタ音>
ノズル詰まりが発生している可能性があります。
ノズルからフィラメントが排出されずに負荷が上流にかかっています。
そうなるとギア部が空回りを起こし、カタカタ音がなります。
対応としては、ノズル、ヒーターブロック等を清掃するか、交換する必要があります。
一度掃除してみる必要があります。
・ ノズル径を少し大きめ(0.6mm)にすると効果的です。ノズル径が広いと排出されやすくなるので詰まりが解消する場合があります。
ノズルは高品質なテクノダイヤ製がおすすめです↓
表面・上面が汚い
上の写真のように「表面部」が汚くなることがあります。コゲができるケースもあります。
① Z軸のキャリブレーションを行う
まずは、正確なZ軸のキャリブレーションを行う必要があります。これは他の項目でもよく出てきますが、とても大切な作業です。一般的には、シックネスゲージを使います。Amazonなどで購入することが可能です。→ シンワ測定シックネスゲージ
自動でキャリブレーションすることができる3Dプリンターは、精度が高く、調整の手間もかからないのでおすすめです↓
【関連記事】:Ender-3 V3 SEを徹底レビュー!
【関連記事】:Ender-3 V3 KEを徹底レビュー!
② 設計にムリがないかを確認する
たとえば肉厚が0.2mmのところに、0.4mmの線をプリントしようとするとムリが出てきます。以下の例では、1.1mmの肉厚だと0.4mmで割り切れないので、難しいプリントとなります。
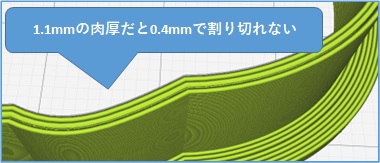
スライサーソフトは、この辺りの出力を計算してくれるので便利ですが、設計段階で加味しておくと良いです。特に薄壁のプリントには注意が必要です。
③ 押出幅を下げる
スライサーソフトに「押出幅」「ライン幅」という項目があります。この値を少なくすることで表面部をシャープにすることができます。
設定例として、0.4mmの場合は0.36mmあたりに変更してみます。(ソフトによっては「%」表記になっています)大幅に下げると別の症状が起きますので、注意しましょう。
またソフトによっては、表面部のみの押出幅を変更できるものがあります。
【関連記事】 ライン幅(押出幅)とは?
④ 流量を下げる
流量とは、ノズルから排出される樹脂の量です。この値を下げることで、表面を滑らかにできる場合があります。
設定例として、100%から98%などのように刻みながら様子を見ると良いでしょう。押出幅と同様に表面部のみ調整できるソフトウェアがあります。
【関連記事】 流量(FLOW・吐出量)とは?
底面が汚い
造形物の底面が汚くなってしまうことがあります。
シックネスゲージですき間を調整しなおして下さい。
または、ラフトを設定することで多少のすき間の誤差を緩和してくれるので、仕上がりが綺麗になります。
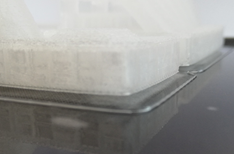
例えば↓の写真は「1層目」のプリントが失敗した例と成功した例です。
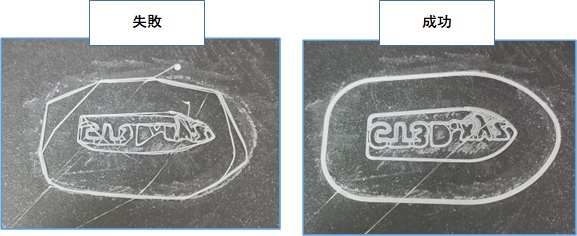
↑1層目は、造形物の底面になります。
この場合は、やはり「ノズルとプラットフォームの高さ調整」ができていませんので、再調整する必要があります。
↓Ender-3をお使いの場合は、ラフトを使った設定のコツをご紹介しています。
3Dプリンターでプリントする際は、スライサーソフトを使いますよね。 Ender-3という家庭向け3Dプリンターでは「Creality Slicer」というスライサーソフトが使われます。 今回は[…]
↓Creality Ender-3 S1を例にした「高さ調整方法」もご紹介しています。
近年では、安価な3Dプリンターが販売されるようになってきました。 安いと言っても最新の機能が使えたり、精度も向上しているので驚かされる一方です。 そこで今回は、Creality Ender-3[…]
また本記事の「オーバーハング(アンダー)が汚い、荒い」の項目も確認してみてください。
サポートと接するモデルの底面が汚い・荒い
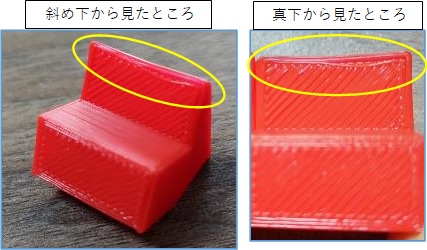
FDM方式では、苦手とされる部分ではありますが、スライサーソフトの調整によって症状を緩和させることができます。
Creality Ender-3シリーズで、調整方法をご紹介していますので、↓を参考にして下さい。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ サポートと接しているモデル部分が、荒れている。 ・ 1層目の仕上がりが良くない。 もしかすると「Creality Slicer[…]
1層目の線と線の間隔が広い
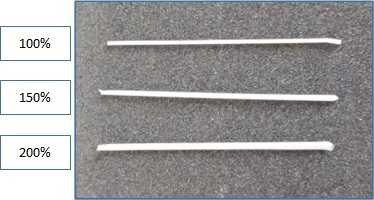
下記の写真のように1層目をプリントした時に「線と線の間隔」が広くなってしまう場合があります。
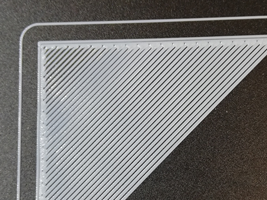
樹脂によっては、あまり問題にはならない事もありますが、TPU(ゴム系)樹脂の場合は問題になります。TPUは柔らかい為、造形線を触ると分離してしまいます。そのため隣り合った線がしっかりくっついている必要があります。
<原因と対処>
1層目の厚さが厚めに設定されていると線が細くなる場合があります。
1層目の厚さを薄めに変更してみて下さい。TPUの場合はあまり薄めにするとノズル詰まりの原因になるので、その場合はノズルの径が大きい物に変更すると効果的です。
シックネスゲージなどを使用して、正しくギャップ調整を行います。
ノズルを0.5mm以上に変更すると効果が高いです。
押し出し幅設定箇所がある場合は低く設定します。(通常100%を98%などに変更する)
積層痕が目立つ
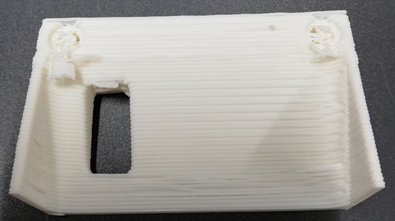
FDM方式の3Dプリンターは、原則的には積層痕が残りますが、目立たなくすることが可能です。
動画でもご覧になることができます↓
<積層ピッチを調整する>
0.1mmなどに積層ピッチを調整することで、積層痕を目立たなくすることが可能です。
<ヤスリで削る>
ABSやPC等はヤスリで表面を削ることで、積層痕を目立たなくすることが可能です。
いろいろな樹脂をやすり掛けしてみましたので、下記の記事を参考にして下さい。
3Dプリントしたあとの仕上げ作業で、このような疑問をもったことはないでしょうか? ・ ヤスリがけ(研磨)は、どの樹脂にも有効なの?・ どれくらいの仕上がりになるの?・ 手ごたえはどんな感じ? ABSを含め[…]
また、ABSを研磨してピカピカに仕上げてみましたのでこちらも参考にして下さい。
造形品の仕上げ作業で、このようなお悩みはないでしょうか? ・ どうやって仕上げをすれば良いかわからない。 ・ キレイに仕上げる方法を知りたい。 今回は、キレイに仕上げる方法を試してみましたので、ご紹介します[…]
<Polysherを使用する>
造形物の表面の積層痕を綺麗にしてくれるPolymaker製のPolysherというツールが販売されています。樹脂は限られますが見た目を重視したい場合は効果的です。→ Polysherについて
積層痕について、このような疑問はないでしょうか? ・ 積層痕ってなに? ・ 積層痕は、なぜできてしまうの? ・ 積層痕を、キレイに見せるコツ 本記事では、上記のような疑問にお答えしています。 &nb[…]
積層が荒い、汚い

↑このように積層面が荒れてしまうことがあります。
<原因>
熱の影響を受けている可能性が高いです。
例えば、造形物を冷ますための冷却ファンが付いていると思いますが、「ファンが回っていない」「回転量が少ない」「スライサーソフト上でOFFにしている」などによるものです。
また、PLAで庫内を密閉する必要がないのにしてしまっている場合や、周辺環境温度が高い、プラットフォームテーブルの温度が高い等も影響します。
<対処>
ファンが回っているかどうかを確認し、必要に応じて部品交換などを行います。
また、Ender-3 S1という家庭向け3Dプリンターの調整例を↓にまとめています。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ ABSでプリントすると、テーブルから剥がれる。 ・ ABSでプリントすると、表面が荒れる。 もしかすると「Creality S[…]
また、冷却力の高い3Dプリンターを使うことをおすすめします↓

オーバーハング(アンダー)が汚い、荒い

FDM方式の3Dプリンターではよくあることで、オーバーハング部分の積層が荒くなってしまうことがあります。サポートを設定すれば必ずしも綺麗になるわけではないので非常に悩まされます。
<ノズル不良を起こしていないかを確認する>
ノズルが古いと、造形線が細くなってしまうことがあります。
細い線だと積み上げが不安定になり、オーバーハング部分が汚くなってしまいます。この場合はパージ(試し出力)で線の太さを確認します。細い場合は、ノズルを交換して下さい。
<ノズル径と積層ピッチのバランスを確認する>
「ノズル径だけを小さく」とか「積層ピッチだけを薄く」すれば良い訳ではありません。
例えば0.4mmノズルを装着したままで積層ピッチを0.05mmにしても綺麗に出力されないことがあります。「ノズル径」と「積層ピッチ」はセットで調整することで、オーバーハング部を綺麗に出力することが可能です。
・ノズル径:0.2mm 積層ピッチ0.1mm~0.16mm
<押出幅を増やす>
オーバーハング部分は、「土台の積み上げの安定度」が如実に表れてしまいます。
そこで、押出幅(1本あたりの線の太さ)を増やしてあげることで、安定感が良くなることがあります。※スライサーソフトによってはライン幅と呼ぶ場合もあります。
通常、0.4mmノズルを使用している場合の押出幅は0.4mmだと思いますが、これを0.48mmや0.5mmに変更します。そうすることで、ノズルを変えなくても全体的に太い線で出力してくれます。
デメリットとしては、造形物全体にも影響してしまいますので、注意が必要です。
※たとえば、線を太くしたことによって、ラフトに密着しすぎてしまう等。
この記事について 【オーバーハングとは?】 オーバーハングとは、様々な業界で使用されるワードです。 余談ではありますが、建築業界では屋根などの「2階のせり出した部分」を指したり、登山では「垂直以上に反っている場所」を[…]
スカスカな造形・排出が弱い
下記の写真のような症状が発生することがあります。これはTPE(ゴム系樹脂)で造形した際の写真で、ノズルから十分なフィラメントが排出されていない場合に発生します。

まずはノズルから試し打ち(パージ)をを行って、目視で十分にフィラメントが排出されているかを確認しましょう。
この時点で線がいつもより細い場合は、ノズル詰まりを起こしかけている可能性があります。
3Dプリンターのノズル詰まりについて、このようなお悩みはないでしょうか? ・ 対処の仕方を知りたい。・ 予防方法を知りたい。 本記事では、このようなお悩みに答えています。 私自身は、3D[…]
ちなみに上記の写真の症状は、ノズル径を0.4mmから0.6mmに変更したことで解消しています。TPUはノズル詰まりが発生しやすい樹脂の為、ノズル径を太くして使用することをおすすめ致します。
プラットフォームテーブル(ベッド)から剥がせない
いくつかの原因によって「テーブル(ベッド)から造形物が剥がせない」という症状が起きます。
3Dプリンターでこんなお悩みはありませんか? ・ プラットフォームから、造形物が剥がれない。・ 剥がすコツや便利な工具を知りたい。 本記事では、プラットフォームからうまく剥がすための対処をご紹介しています。 &[…]

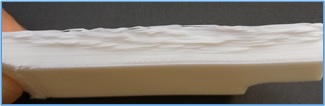
ラフトが造形物から剥がせない
ラフトが造形物が剥がせなかったり、割れてしまったりする場合があります。
ラフトが剥がれにくくなってしまい、困っていませんか? ムリヤリ剥がそうとすると、割れてしまったり、ケガをしてしまうことがありますので注意が必要です。 私は、いろいろなメーカーの保守・サポー[…]

サポート材が造形物から剥がれない
サポート材が造形物にくっつきすぎて剥がれない場合があります。
サポート材を取り除くときに、このような症状はありませんか? ・ ガチガチにくっ付いている。 ・ 割れてしまう。 このような場合は、さまざまな原因が考えられるため、順番に確認する必要があります。 […]
また↓では、Ender-3 S1という家庭向け3Dプリンターを例にして、調整方法をご紹介しています。
家庭向け3Dプリンター「Ender-3」で、こんな症状に困っていませんか? ・ サポート材がうまく剥がれない、剥がしにくい。 ・ 剥がれたとしてもモデル部の仕上がりが悪い。 もしかすると「Creality […]
↓ではTPU(ゴム・エラストマー)を使うと、サポート材が剥がれない場合の対処方法をご紹介しています。
家庭向け3Dプリンター「Creality Ender-3」で、こんな症状に困っていませんか? ・ サポートが必要なTPU(ゴム)のプリントに失敗する。 ・ サポートがモデルから、はがれない。 ・ サポートがあった部分のクオリテ[…]
動画でも対処方法をご紹介しています↓
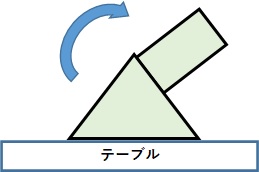
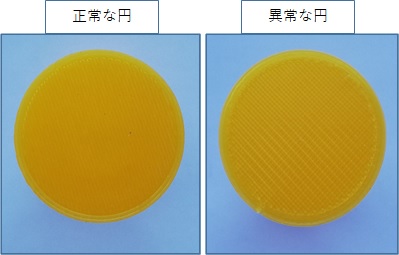
造形物が歪む、楕円になる
下の写真のように、正円をプリントしたはずが、「楕円」なることがあります。
<原因>
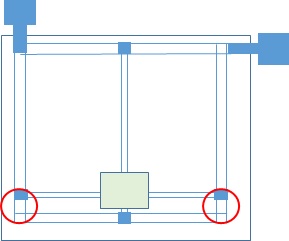
どういうことかというと、下の写真は、よくあるFDM3Dプリンターを上から見た図です。
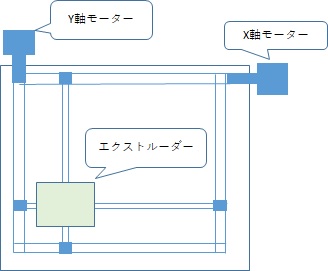
通常、Y軸モーターやX軸モーターが駆動し、それに伴ってエクストルーダーが動きます。
ところが長い間つかっていると、下の写真のように軸がズレてきます。
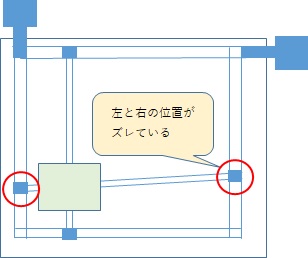
こうなってしまうと、円をプリントすると楕円になったり、歪んだりと言う症状がおきます。
<対処>
※下記の対処方法は、あくまで例ですので、詳しくはお使いのメーカーに確認して下さい。
全く同じ形のブロックを2個用意します。

材質はプラスチックでも問題ありません。
両面テープを使い、ブロックを本体に固定します。

貼る場所は、Y軸調整であれば下記の2点です。
エクストルーダーを手前に移動したときに、ブロックと接触する場所に貼り付けます。
ブロックに接触させて、もう片方のブロックに隙間があったら、軸ズレを起こしています。
軸ズレの補正する際は、各軸のプーリー部分のビスをゆるめます。
エクストルーダーを先ほどのブロックに接触させ、プーリーのビスを締めなおします。
先ほどのように軸ズレの確認を行って完了です。