
この記事について 【PPで実際に造形!】
今回は、PP(ポリプロピレン)を使用し、実際に造形を行いましたので感じた内容をまとめたいと思います。うまくいかない人の為の造形時のコツなどをお伝えできればと思います。
今回使用したフィラメント

造形時の特徴
今回造形した結果、下記のような特徴が確認できました。
- プラットフォームに定着しない
- PP同士の接着が強い
- 収縮力が強い
プラットフォームに定着しない
対処方法① PPテープを使用する
PPは、通常のプラットフォームテーブルには定着しません。
私自身も糊(ノリ)を使用したり、色々試しましたがダメでした。
基本的に他の素材との接着が良くありませんね。
対処としては「PPテープ」を使用します。
同じ樹脂であるPPテープを使用すれば、造形が可能です。
今回は、カーマホームセンターで売っていたPPテープを使いました。
そしてPPテープを、テーブルに張り付けていきます。
張る際は気泡やゴミが入らないようにしなければなりません。
入ってしまうと、そこから剥がれにつながります。
そして張る際は、スキージーを使用します。
画面にフィルムを張る際に使用するやつです。

うまく空気を抜きながら張っていきます。

綺麗に張れたら、造形を行います。
PPは反りが強い為、1回使用したらPPテープがはがれかかってしまいます。
その為、1回ごとに張り替える必要があります。
対処方法② PPシートを使用する
PP「テープ」は、安く手軽に購入することが出来ます。
それは、比較的剥がれやすいのです。
PPテープはこのように張り付けるため、どうしても境目が出来てしまいます。
その境目が剥がれるきっかけになってしまいます
結果として、失敗してしまう可能性が高くなってしまうのです。
そこで、PP「シート」を使用します。
PPシートは、境目がない為、非常に剥がれにくくなるのです。
3Dプリンターのメーカーにて取り扱いがある場合はそれを使用しましょう。
PP同士の接着が強い
上記のテープやシートでも挙げた通り、PP同士の接着が強いことを利用してテーブルに定着させました。
ところが、接着が強いがゆえに造形が難しくなることがあります。
それは、サポートを建てた場合です。
通常、サポート材とモデル材の間は、およそ1層分程度の空間をつくります。
他の樹脂であれば、その程度で問題はありません。
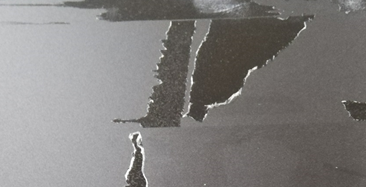
そうなると、サポート材を剥がそうとしても剥がしにくくなります。
また、剥がした面が荒れやすくなります。
よって、調整が難しくなってしまうのです。
収縮力が強い
PPは、収縮時の引っ張る力が非常に強いです。
他の樹脂と比較しても、強いです。
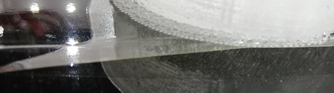
そのため、PPシートがテーブルから剥がれかけることが度々発生します。
※下記画像は、PPテープがテーブルから浮いてしまう例

よって、テーブルにPPシートを張る際は、気泡が入らないことやゴミが入らないことが大切になります。
また、PPシートを張る土台のテーブルも、ぴたっと張れる鉄板プレートのようなものが良いと思います。
造形時のポイント
- ラフト、ブリムは不要
- サポート材が不要な置き方にする
- 冷却ファンを使用する
ラフト、ブリムは不要
ラフトを付けてしまうと、造形物から剥がせなくなる可能性が高いです。
それだけPP同士の接着が強いためです。
よほどラフトと造形物の隙間調整が出来れば良いですが、ラフトを付ける意味はそこまでありません。
PP樹脂⇔PPテープは、しっかり接着してくれます。
問題なのは、PPテープ⇔テーブルの接着です。
PPテープとテーブルは、テープの粘着のみで張り付いていますので、樹脂の収縮力で剥がれてしまう場合があります。
よって、ブリムでPP樹脂⇔PPテープの接着力を上げても逆効果だったりします。
サポート材が不要な置き方にする
サポートを付けてしまうと、剥がした面が荒れるということがあります。
オーバーハングが45度以内に収まる置き向きになるように工夫しましょう。
モデルによっては、どの置き方も難しい場合が発生してしまいますけどね。
冷却ファンを使用する
ノズルから排出されたフィラメントを冷やすためのファンが搭載されている3Dプリンターがあります。

これは、機種によっては付いていないものもあるかと思います。
ファンをONにすることで、ノズルから排出された樹脂が冷やされます。
それにより、造形物がダレる(膨張する)のを防ぎます。
下記の画像は、今回造形した物でファンを停止させた場合と動作させた場合の違いです。
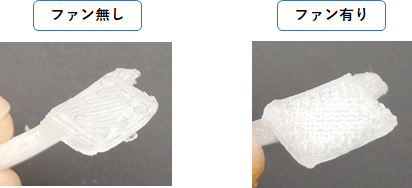
ちょっと分かりにくいかもしれませんが、ファンを入れた方がシャープに仕上がります。
デメリット
PP造形で感じたデメリットを記載します。
コストがかかる
フィラメントのほかに、PPテープやシートのコストが発生します。
また、場合によっては張り付けやすいテーブルも用意する必要があります。
シート張替の手間
1回ごとにテープやシートを張り替える必要があります。
また、剥がした後はテープの粘着が残っていることもあるので、綺麗に剥がす手間があります。
今回使用したフィラメント
今回使用したフィラメントは、下記のUltrafuse PP Naturalと言う商品です。




