この記事について【水溶性サポート材(PVA)で造形】
デュアルノズル(2つのノズル)搭載の3Dプリンターでは、モデル材とサポート材を使用することができます。
そこで今回は、「水溶性サポート材」を使って、実際に造形しました。
よくある失敗と対処方法をまとめます。
- PVAとは?
- メリット・デメリット
- 発生しやすい症状とその対策(4つ)
PVAとは?
PVAとはポリビニールアルコールの略で、別名ポバールとも呼ばれます。
水以外には溶けないため、油と接触するような容器・タンク等の内側などにも使用されます。
水溶性サポート材とは
名前の通り、「水で溶かすことのできるサポート材」になります。
また、「手で除去することが困難な形状」の場合に効果的です。
例えば下記の形状は、筒の中にサポート材を建てると、手では除去できません。

そこで、水溶性サポート材を利用することで、除去することが可能となります。
このような水溶性サポート材は、ネットでも購入できるようになってきました。

最新機の水溶性サポート
近年の3Dプリンターでは、高精度な水溶性サポートを使うことができます。↓の動画も参考にしてください。
水溶性サポート材(PVA)のメリット
- 除去する手間が減る
- 手で除去しにくい形状に有効
- 溶かした後の仕上がりが良い
水溶性サポート材(PVA)のデメリット
- かなり湿気に弱い
- 造形時間が長くなる
- コストが高くなる
- 難易度が高い
- 樹脂が限定される
造形開始!
使用環境・初期パラメーターについて
では、造形するにあたっての環境や初期パラメーターを記載します。
<開始時パラメーター>
ノズル : 0.4mm
積層ピッチ : 0.2mm
両ノズル温度 : 205度
テーブル温度 : 55度
両ノズル流量 : 100%
1層目高さ : 0.2mm
1層目速度 : 25mm/s
造形速度 : 40mm/s
ワイプタワー : 有り
ラフト : 無し
スカート : 有り
今回使用する、水溶性サポート材

造形 その1(テーブルに定着しない)
早速、造形開始します。
1層目を造形していくと、PLAは問題なく定着します。
しかし、PVAの方は定着したりしなかったりと言った感じでしたので、一旦、造形を停止します・・・。
そこで、プラットフォームの温度を70度に上げ、右ノズル温度を220度にして造形実施。
温度の問題ではないと判断し、ここは糊(ノリ)を使用することにしました。

糊は緑色のシワなしピットがオススメです。
プラットフォームとノズルの温度を初期パラメーター通りに戻し、再度造形開始。
また糊は、ワイプタワー(試し書きする為の円柱)のエリアにも塗っておく必要があります。大体、3度塗り程で問題ありません。
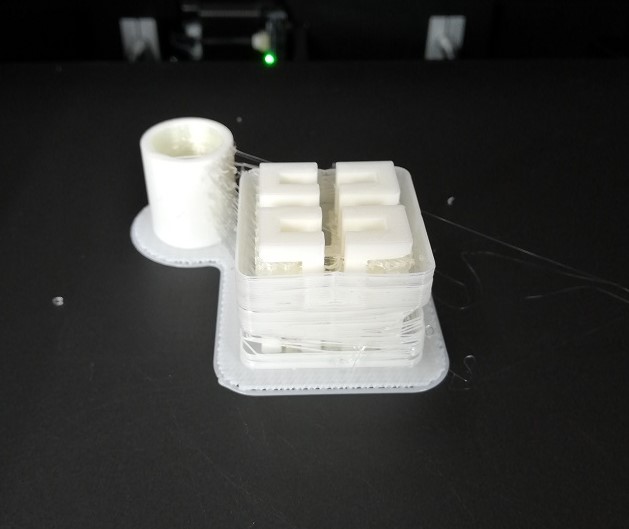
造形 その2(ワイプウォールがうまく積みあがらない)
一旦造形は完了しましたが、ワイプウォールがうまく積みあがっていないようです・・・。
ノズルから垂れたフィラメントのカスが造形物に付着するのを防ぎます。
造形物を守る効果があります。
ワイプウォールは、右ノズルと左ノズルを1層ずつ交互に造形しており、
↓の画像の通り、うまく積みあがっていませんね。
また、造形途中の状態を見ても、左右ノズルが位置ズレを起こしていることが分かります。
Y軸は問題ないが、X軸がズレている感じ・・・。
これは、どの機械も同じです。それがこのような症状を発生させてしまったようです。
Raise3D E2は、XY誤差を修正するキャリブレーション機能が搭載されているので、それを実施します。
→X軸Y軸オフセット機能
再度、造形を再開します。
また同時に造形物のXズレも解消され、綺麗に仕上がりました。
左右のノズルを使う場合は、造形開始前にキャリブレーションを必ず実行しておいたほうがいいということですね。
造形 その3(PVAがPLAの上にうまく乗らない)
一通り造形が完了し、造形物を確認しました。
しかし、PLAの上に載っているPVAがうまく定着していないようです・・・。
スライスデータを確認すると、PLAの上に1層分の空白の層が存在していました。
これは、通常のサポート材を剥がしやすくするために「故意的に」空白層が設けられています。
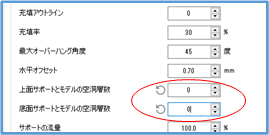
よって、スライサーソフトであるideamakerの設定を変更します。
「上面サポートとモデルの空洞層数」と「底面サポートとモデルの空洞層数」を1から0に変更します。
0に変更することで、空白層を無くせます。
浮いてしまうことはなくなりました^^
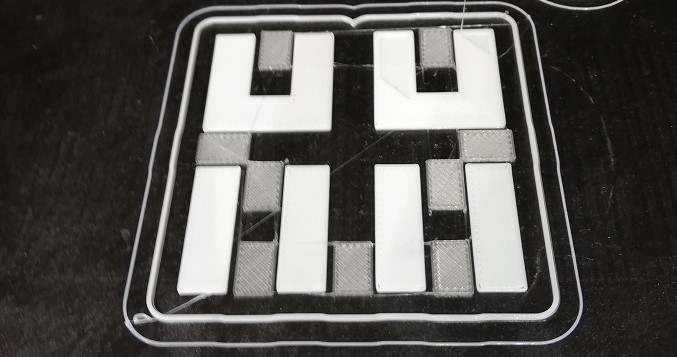
下記は最終的な写真となります。

また、サポートの形状は「線状」よりも「格子状」の方が精度が出るので、そちらが良いですね。
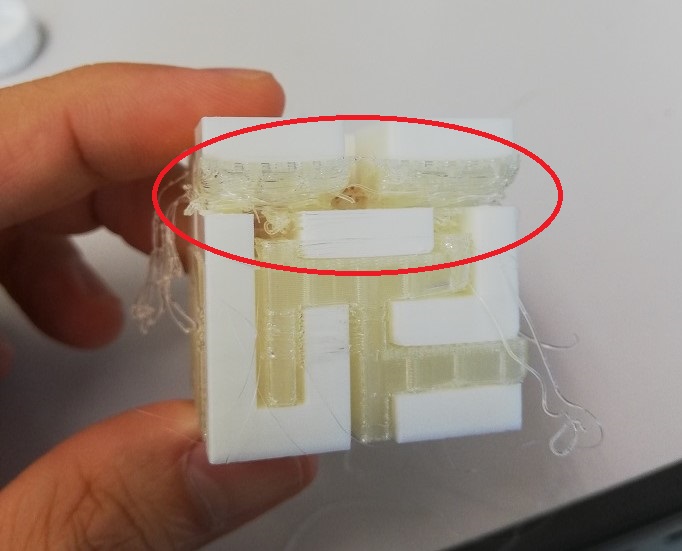
造形 その4(PVAのヒゲがついてしまう)
上記の画像でも気になりましたが、造形物にヒゲがついてしまっています。
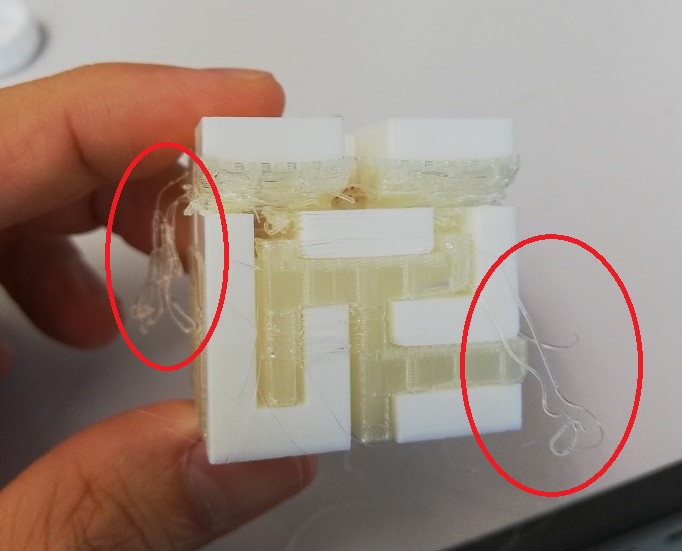
これは、何故ついてしまうのかを動作を見ながら観察します・・・
(左ノズル)タワー造形→(左ノズル)本造形→(左ノズル)休憩→
(右ノズル)タワー造形→(右ノズル)本造形→(右ノズル)休憩→(左ノズル)タワー造形・・・以降繰り返し。
要は、ノズルは交互に動くので、どちらかは休憩しています。
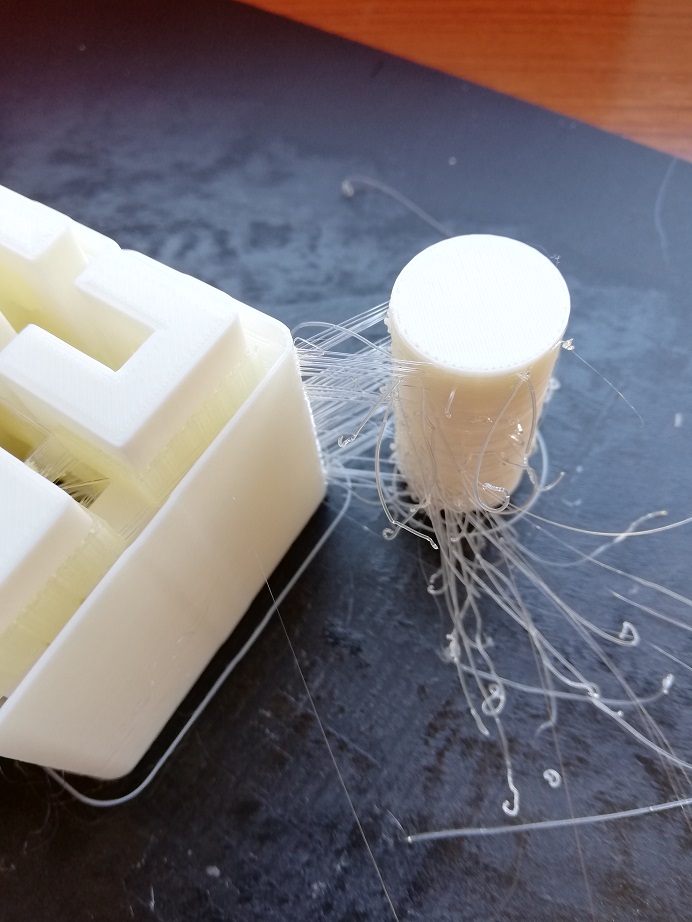
休憩していると、ノズルから樹脂が垂れてしまい、造形物に付着するというのが原因でした。
それが繰り返されて、画像のようになっていました。
試しにワイプタワーの位置を変更してみます。
現在タワーは、左奥だったのですが、右奥に変更します。
そうすると、右ノズル(PVA)は、造形物の上を通らずにタワーに到着してくれます。
では、造形再開。
※造形後、タワーはゴミになるのでOK b
タワーは、試し書きのみならず、ゴミ取り的な役割をしてくれました。
PVAは、ノズル垂れしやすいフィラメントになります。
このあたりも含め、難易度が高いフィラメントの理由になるかと感じます。
最終パラメーター
では、最終的なパラメーターを記載したいと思います。
<最終パラメーター>
ノズル : 0.4mm
積層ピッチ : 0.2mm
両ノズル温度 : 205度
テーブル温度 : 55度
両ノズル流量 : 100%
1層目高さ : 0.2mm
1層目速度 : 25mm/s
造形速度 : 40mm/s
ワイプタワー : 有り、位置を右奥に変更
糊 : 有り
ラフト : 無し
スカート : 有り
その他 : 造形前にキャリブレーション実施
サポート形状 : 格子状
まとめ
・ 糊(ノリ)を使用する。
・ 造形前は、X軸Y軸のキャリブレーションを実施する。
・ 上面と底面の「サポートとモデルの空洞層数」を0に変更。
・ ワイプタワーの位置を、造形物の右奥にする。
水溶性サポート材(PVA)は、設定を気にするところが多いという感想です。
加えて、Z軸(ノズルとテーブルの間隔)の設定もしっかり行う必要があります。
今回使用した水溶性サポート材
関連記事
サポート専用フィラメントの一つに「Polysupport」があります。
これは手で除去するサポート材ですが、非常に容易に除去することが出来ます。
ポリサポート(Polysupport)で造形! 今回は、FDM方式の3Dプリンターで使用可能なPolymaker製のポリサポート(Polysupport)で実際に造形しました。造形体験記になりますので、過程も記載し[…]