この記事について 【オーバーハングとは?】
オーバーハングとは、様々な業界で使用されるワードです。
余談ではありますが、建築業界では屋根などの「2階のせり出した部分」を指したり、登山では「垂直以上に反っている場所」を指します。実は3Dプリンター業界でも似た意味で使われています。
- オーバーハングとは?
- オーバーハングの対処方法
- オーバーハング造形のコツ

オーバーハング(Overhang)とは?
3Dプリンターで言うオーバーハングとは、下図のように造形物が空中に浮いている部分を指します。
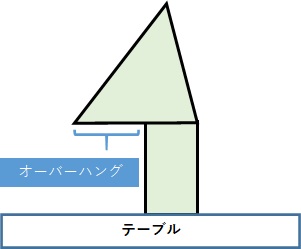
このまま造形すると、空中に浮いている部分が垂れ落ちてしまうことになります。
オーバーハングの対処方法
主に2つの対処方法があります。
- サポートを建てる
- モデルの置き方を変更する
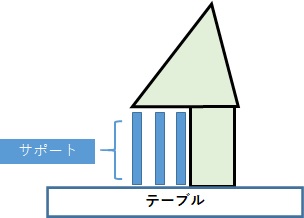
1.サポートを建てる
最もよく使われる方法として、サポートを建てる方法があります。
たとえば先ほどのモデルの場合、このようにサポートを建てます。
造形完成後は、サポート材を除去することで造形物が完成します。
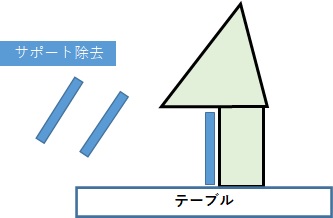
一般的には手や工具を使って除去しますが、近年では「簡単にはがせるサポート材」や「水で溶かすサポート材」などの新商品が販売されていますね。

<水で溶かせるサポート材>

2.モデルの置き方を変更する
では「全てサポートを建てれば良いよね」と思われがちですが、実はそうでもありません。
例えば、ゴム系の樹脂やPPなどは樹脂同士が引っ付きすぎるため、除去した面が汚くなります。
一般的にオーバーハングは、45度まではサポートを建てなくても綺麗に造形出来ると言われています。
先ほどのモデルで言うと、下図のように回転させ、置き方を変更します。
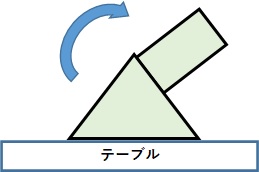
そうすると、それぞれの角度がおよそ45度前後となりサポートがなくてもきれいに仕上がります。
オーバーハング造形のコツ
オーバーハング造形の難易度は「形状」によって大きく変わります。
たとえば下の写真は、難しい形状のひとつです。
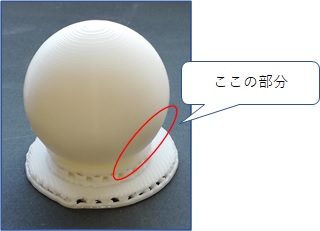
結論から申し上げると、「線の幅を太く」します。それにより安定した層の積み上げを行うことができます。
その方法は、およそ下記の2通りあります。
<1.押出幅を増やす>
ここからは「スライスソフト」の設定を変更する必要があります。
通常、3Dプリンターに「0.4mm幅のノズル」を取り付けている場合は、スライスソフト上の押出幅の設定も「0.4mm」となっているはずです。※ソフトによって「ライン幅」などと呼ばれます。
そこで、取り付けられているノズルはそのままにして、スライスソフト上の押出幅を増やします。例えば、0.4mmの場合は、0.5mmに変更します。
下の写真は、0.4mmと0.5mmで造形したものです。
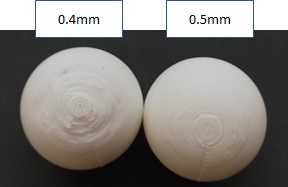
0.5mmの方がきれいに出力できていることが分かります。
<2.積層ピッチを厚くする>
もうひとつは、「積層ピッチ」の間隔を厚くする方法があります。
下図は、積層ピッチが0.3mmの場合と0.1mmの場合のイメージ図です。
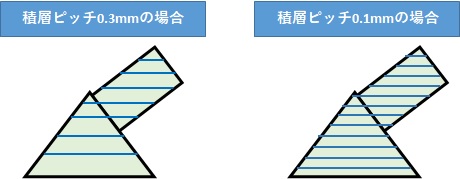
積層が厚くなれば、その上に乗る造形も安定します。必要に応じて、流量などを調整しますが、垂れにくい造形を行うことができます。※ノズル径のサイズによって変わります。
<検証:実際に積層ピッチを変えて見比べてみた>
検証では、積層ピッチを変えてどの角度まで綺麗に造形できるかを確認しました。
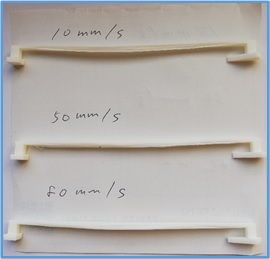
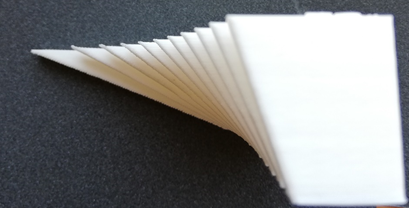
検証では、下の写真のモデルを使います。
一番奥が70度の角度となっており、3つ積層ピッチ(「0.1mm」「0.2mm」「0.3mm」)で見比べてみます。
では、造形結果です↓
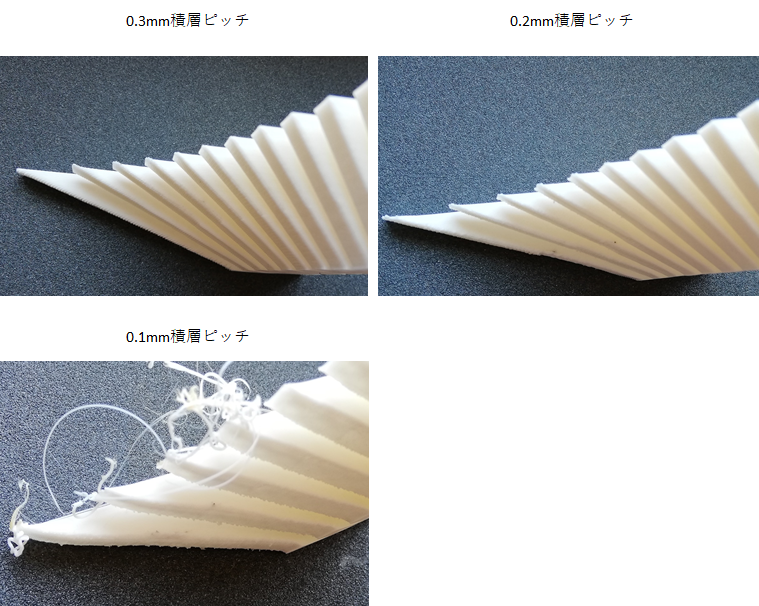
0.1mmの積層ピッチは、一部失敗していますが、途中までは問題なく造形できているので、その部分を見て下さい。
積層ピッチを厚くすると、出力も増えるので、結果的には安定した積層になります。
<結果>
| 0.3mmピッチ | ピッチが厚いため積層痕は太く見える。しかし崩れずに綺麗に積みあがっている |
| 0.2mmピッチ | 悪くはないが、70度の中腹より少し下が荒くなっている。 |
| 0.1mmピッチ | 70度、60度部分が荒くなってしまった。 |
ノズル径が「0.4mm」の場合、一番きれいに造形できたのは「0.3mm」の積層ピッチとなりました。積層ピッチを厚くすることで、しっかりした土台が出来上がるため崩れにくくなったようです。
今回はノズル径が「0.4mm」の場合で試しましたが、ノズル径が変わればそれに伴ったピッチの設定が必要となりますのでご注意下さい。

まとめ
FDM方式は、このオーバーハングを如何に攻略するかがカギになります。単純に積層ピッチが薄いと精度が良い訳ではなく、ノズル径とのバランスが大切になります。積層ピッチについては下記の記事で詳しく説明しています。
FDM方式の3Dプリンターでよく使われる「積層ピッチ」や「ノズル径」という言葉をご存じでしょうか? この2つは、造形の仕上がりに大きく関係します。 この記事では、それぞれの意味や関連性をま[…]