この記事について 【3Dプリンターで造形を成功させる5つの基本ポイント】
FDM方式の3Dプリンターで、設定値をあまり確認せずにジョブを開始すると後で後悔することがあります。今回はジョブを実行する前にどのような事に注意をすればよいかをまとめましたので、造形前に確認してもらえると幸いです。
造形前は、「造形時間」と「精細度」のせめぎ合い
造形物を造る場合は「時間」と「精細度」のバランスを常に考える必要があります。※ここで言う精細度とは造形の細かさを指します。細かいほど高品質な仕上がりになります。
理想的なのは「短い時間」で「高精細」の物が出来れば良いのですが、実際のところはそうではありません。現実は「高精細」な造形を行うには「長い時間」が必要で、「短い時間」で完成させたい場合は「低精細」となります。これがFDM3Dプリンターの基本的な考え方となります。
それでは造形前に注意する点を順次ご説明致します。
①モデルの置き方を検討する
スライサーソフトでの「モデルの置き方」が一番重要な検討項目です。例えば下記のモデルの場合、どちらの置き方が妥当でしょうか?
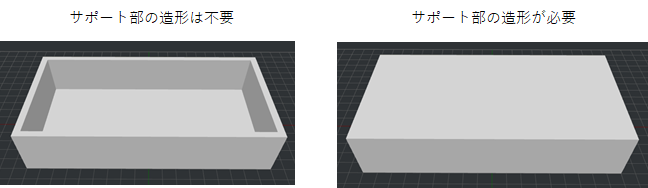
この例では「左の置き方」が妥当です。左の置き方はサポート部の造形がいりません。それをさらに180度回転させたのが右の置き方となり、サポート部の造形が必要となってしまいます。サポート部の造形が必要になると「造形時間が長く」なり「サポート部の面が汚く」なってしまいます。
置き方の違いで「造形時間」と「仕上がり」に影響しますので、これらを考慮して決定しましょう。
②ノズル径のサイズを検討する
大きい造形物を造る場合は「大きいノズル」にすることも検討します。

ノズル径が太くなれば造形線を太くすることができますので、造形時間を短縮させることが可能となります。例えば200mm×200mm×200mmのサイズを造形する場合は、0.4mmノズルを使用すると40時間程かかるところが、0.8mmノズルを使用すると30時間程で作成することが可能です。
しかしその反面、造形線が太くなることにより表面部や底面部の精細度が落ちてしまいます。例えば下記の写真のように0.6mmノズルの方が造形線が目立つことになります。ノズル径の違いで「造形時間」と「線の太さの精細度」に影響しますので、これらを考慮して決定しましょう。

③積層ピッチ(レイヤーの高さ)を検討する
ノズル径のサイズが決まったら、次は「積層ピッチ(レイヤーの高さ)」を決めます。0.4mmのノズル径の場合は、およそ0.1mm~0.3mmの間で積層ピッチを決めます。 また0.6mmのノズル径の場合は、およそ0.2mm~0.4mmの間で積層ピッチを決めます。
積層ピッチが厚いほど造形時間を短縮させることができますが、横から見た時の「精細度」が落ちます。要は「積層痕」が目立ちます。下記の写真は積層ピッチの違いによる見え方の違い。
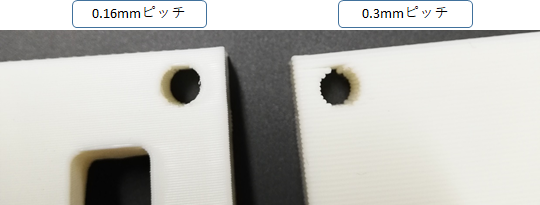
積層ピッチの違いで「造形時間」と「横から見た時の精細度」に影響しますので、これらを考慮して決定しましょう。
④造形速度を検討する
PLAやABSなどの一般的によく使われる樹脂であれば、ある程度の「速度」を出すことができます。例えば60mm/s~80mm/sで構成することが可能です。ところがあまり速いと、1本1本の線が雑に積層されてしまいます。造形速度の違いで「造形時間」と「線の精細度」に影響しますので、これらを考慮して決定しましょう。
⑤充填率を検討する
造形物の充填率を何%にするかを検討します。充填率を下げることで造形時間を短縮することが出来ますが、強度が落ちます。また反対に充填率を上げることで造形時間は長くかかりますが、強度や重さを出すことが可能です。
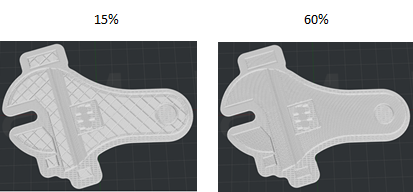
充填率の違いで「造形時間」と「強度」に影響しますので、これらを考慮して決定しましょう。
まとめ
| 項目番号 | 検討項目 | 影響する項目 |
| ① | モデルの置き方 | 「造形時間」と「仕上がり面の精細度」を検討する。 |
| ② | ノズル径のサイズ | 「造形時間」と「線の太さの精細度」を検討する。 |
| ③ | 積層ピッチ | 「造形時間」と「横から見た時の精細度」を検討する。 |
| ④ | 造形速度 | 「造形時間」と「線の精細度」を検討する。 |
| ⑤ | 充填率 | 「造形時間」と「強度」を検討する。 |
関連記事について
今回は造形をうまく行うための基本的な考え方をご紹介致しましたが、小さい物を造形する際のコツなどもあります。下記の記事にまとめていますので、ご覧ください。
みなさんは小さい造形物をつくることはありますか? 近年は、3Dプリンターが高精度なため、小さいものも造形しやすくなってきました。 そこで今回は、造形のコツをまとめましたのでご覧ください。[…]