この記事について 【TPEフィラメントの特徴】
近年では、FDM方式の3Dプリンターでもエラストマー(ゴム系)フィラメントを使用した造形が可能となっています。
↓の動画ではゴムフィラメントの選び方をご紹介していますので、参考にしてください。
エラストマー(elastomer)とは?
そもそもエラストマーとは、elastic(弾性がある)とpolymer(重合体)を合わせた造語になります。
TPE(熱可塑性エラストマー)とは?
TPEは、熱可塑性エラストマー(ねつかそせいえらすとまー)とも呼ばれ、ゴム系樹脂の総称としても使われることが多いです。
柔らかい樹脂なので「プラスチック」とは感じにくいですが、プラスチックに分類されます。
TPEの種類には、TPU(ポリウレタン系)、TPS(スチレン系)、TPO(オレフィン系)があります。FDM方式の3DプリンターではTPUが良く使用され、商品名に表記されていることがあります。
主な特性は下記の通りです。
またTPEは自動車業界のみならず、幅広い分野で使用されています。
・スポーツ用品、おもちゃ
・グリップ、チューブ
熱硬化性エラストマー
少し余談ですが、類似用語で熱硬化性エラストマーというものもあります。
軟化しないので、耐熱性にすぐれています。
各樹脂の特徴について
比較用に、ほかの樹脂の特性一覧を掲載します。
| 項目 | ABS | PLA | PP | PC | PETG | TPU | PA | 木質 | |
| 1 | 全体的な造形のし易さ | 〇 | ◎ | △ | 〇 | ◎ | △ | △ | 〇 |
| 2 | テーブルの定着性 | △ | ◎ | △ | ◎ | ◎ | ◎ | △ | 〇 |
| 3 | 他の樹脂との相性 | △ | ◎ | △ | 〇 | × | 〇 | 〇 | × |
| 4 | 後加工のし易さ | ◎ | △ | △ | 〇 | 〇 | △ | △ | 〇 |
| 5 | 匂いの無さ | 〇 | ◎ | ◎ | 〇 | ◎ | ◎ | 〇 | △ |
| 6 | 湿気に対する強さ | 〇 | ◎ | 〇 | 〇 | △ | △ | × | △ |
| 7 | 価格 | ◎ | ◎ | 〇 | 〇 | ◎ | 〇 | △ | 〇 |
| 8 | 強度 | ◎ | △ | ◎ | ◎ | 〇 | ◎ | ◎ | △ |
| 9 | 耐熱温度 | 〇 | △ | ◎ | ◎ | 〇 | 〇 | ◎ | – |
3Dプリンターを使用した際のTPUの特徴
全体的な造形のし易さ △
TPUを3Dプリンターで使用する際には、いくつかの注意点があります。
本記事の「その他の特性」でも注意点をご紹介していますので、確認してみて下さい。
テーブルの定着性 ◎
プラットフォームテーブルへの定着性は非常に良いです。
スクレーパーで無理に剥がそうとすると、造形物やテーブルを損傷させてしまうことがあるので、注意しましょう。
また、ラフトやブリムを付けてしまうと、除去するのが困難なため、あまり使用しません。
他の樹脂との相性 〇
エラストマーは、全てではないですがサポート専用樹脂が使用可能です。
後加工のし易さ △
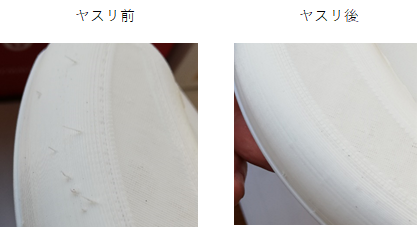
後加工はし易くありませんが、ヤスリなどをかけることは可能です。
実際にヤスリ掛けをしてみましたが、耐水ペーパーがすぐボロボロになってしまいました。
一応、手触りを滑らかにすることは可能でした。
匂いの無さ ◎
造形中も匂いは特にありません。
湿気に対する強さ △
湿気には強くないので、PolyBoxのような防湿環境での使用をお勧めします。
価格 〇
価格は比較的、安価です。
コンシューマー向けであれば2,000円台から購入することが可能で、ラインナップも豊富です。

強度 ◎
柔軟で弾力性があるため衝撃に強いです。また引張強度も強いです。
下記の「その他の特性」でもご説明します。
耐熱温度 〇
およそ70℃~80℃となります。
その他の特性
<糸引き>
糸引きが発生しやすい樹脂となります。
糸引きとは、ノズルから自重によりフィラメントが垂れ落ち、移動した際に「糸を引く」症状のことを指します。
そして糸引きの対策については、「ノズル温度を調整する」「リトラクトを調整する」ことで軽減できます。
本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]

<ノズル詰まり>
TPUはノズル詰まりが起きやすい樹脂です。
3Dプリンターのノズル詰まりについて、このようなお悩みはないでしょうか? ・ 対処の仕方を知りたい。・ 予防方法を知りたい。 本記事では、このようなお悩みに答えています。 私自身は、3D[…]
<底面の造形線の間隔が広くなってしまう>
下記の写真のように1層目に造形線を書く際に、線と線の間隔が空いてしまうことがあります。
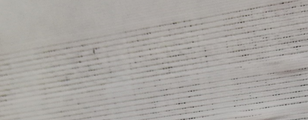
他の樹脂であれば硬さがあるので問題はないですが、エラストマーの場合は柔らかい樹脂の為、そこからほつれが発生してしまいます。

本記事では、3Dプリンターのあらゆるトラブル対処方法をまとめました。 お悩みの症状は、目次からご確認して下さい↓ 私自身は、保守・サポートのお仕事をしておりますので、このような経験が参考になれ[…]
まとめ・おすすめ記事
PolyFlex TPU95で造形してみる 【ゴムフィラメント】 PolyFlex TPU95というエラストマーフィラメントで様々な造形してみます。 特徴をまとめましたので、参考にして貰えると幸いです。 ゴム[…]