
使ってみたところ、使いやすさ・性能がとても良かったので、ご紹介します。
動画で視聴する
本記事は、動画でご覧になることも可能です↓
今回使用した機器とフィラメント
<3Dプリンター>
3Dプリンターは、Bambulab P2Sを使っていきます。

マルチカラーに対応しており、高機能な上、かなり安定している機器です。
関連記事:Bambulab P2Sってどんな機械?
<フィラメント>
今回使用したのは、「Bambulab PETG-CF」です。1kgで税込み7,080円です。PETG-HFは3,800円ですので、倍ぐらいの値段がしますね。
ただ、性能面で違いがありますので、必要に応じて使い分けるといいと思います。
PETGの特性をチェック
こんな感じで、PETG-CF以外にも「PETG-HF」や「PLA-CF」「ABS」も見ていきます。※Bambulab 公式情報参照。

<耐衝撃性>
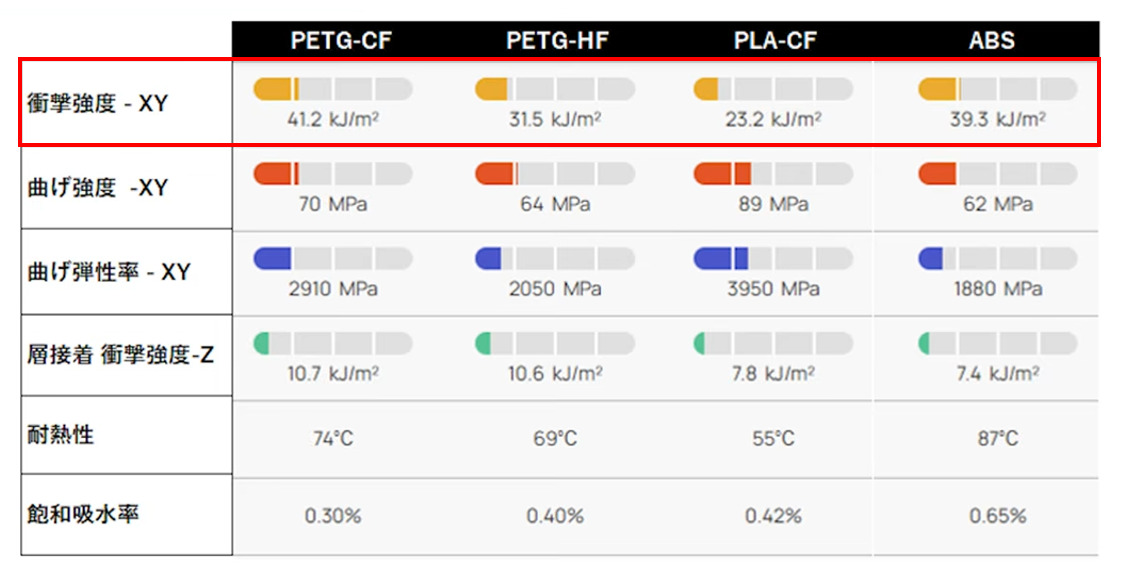
まず、XY軸の衝撃強度は、この4つの中では、PETG-CFが一番良い性能になっています。PETGは粘り強さ、靭性が高いため、衝撃には、かなり強いという特徴があります。
一般的にカーボンが添加されると、曲げ弾性率が上がってしまい、折れやすくなったり、衝撃に弱くなってしまうことがありますが、PETG-CFでは、大きな低下はなさそうです。
一方、PLA-CFは衝撃は、強くありません。肉薄の形状のモデルは、落下させると衝撃で割れてしまうことがあります。よって、耐衝撃性ではPETG-CFの方が優れています。

<曲げ強度>
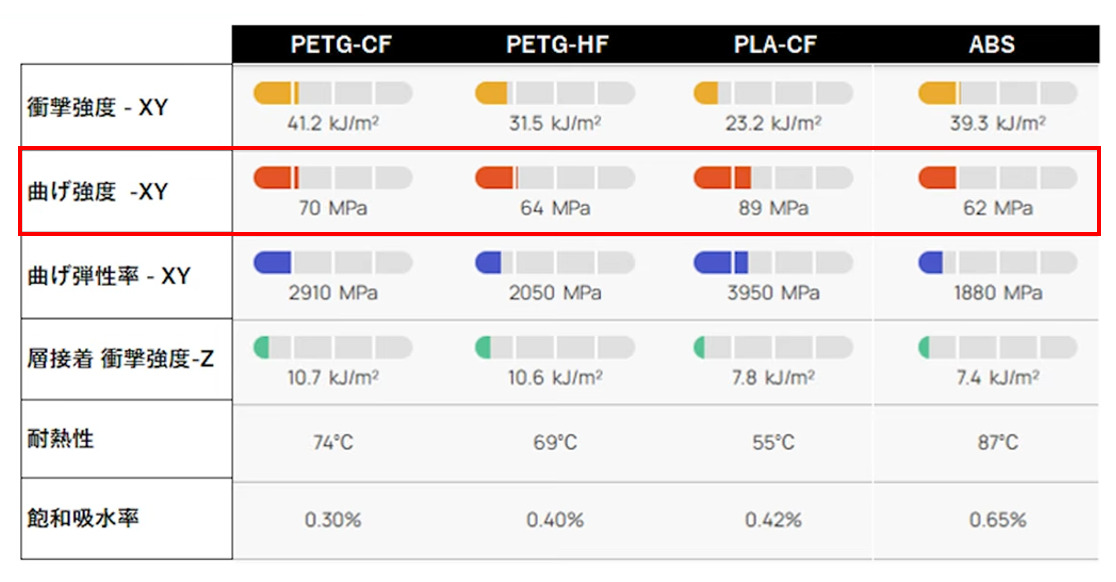
次は曲げ強度です。これは曲げる力をかけた際、壊れるまでに耐えられる力の具合を示します。
PETG-CFは70MPa(メガパスカル)となっており、PLA-CFほど高くはありませんが、ABSやPETG-HFよりは高い値となっています。
<曲げ弾性率>
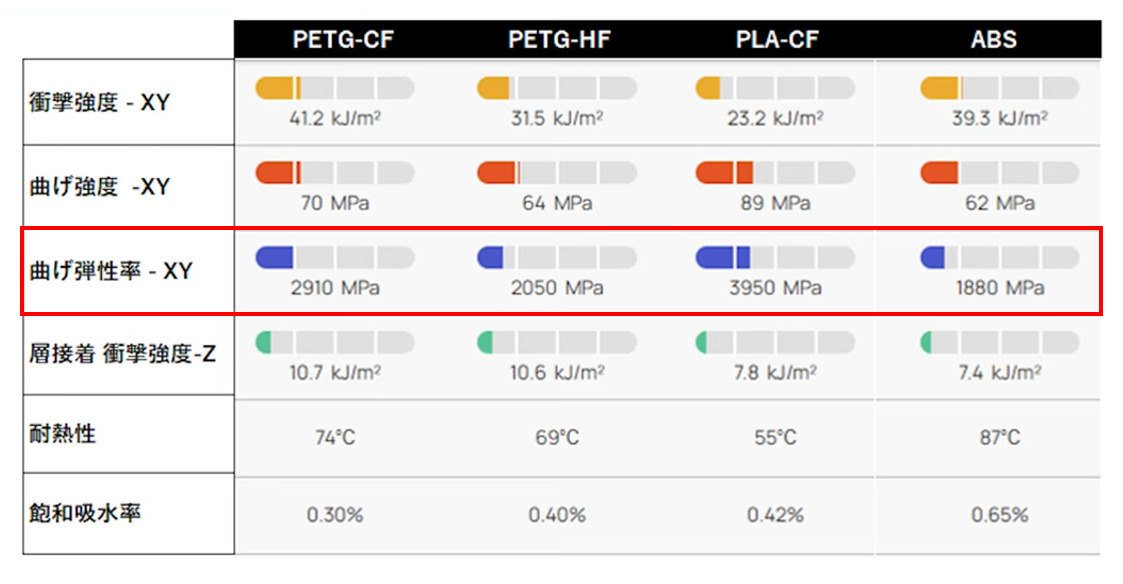
次は曲げ断性率です。ここでは曲げた時の硬さが分かります。例えば、PLA-CFは3,950MPと高い数値なので、硬くて変形しにくいということになります。
一方、ABSは1,880MPと低いです。PETG-CFはその間くらいになっていて、硬すぎず柔らかすぎない感じです。

<層密着度>
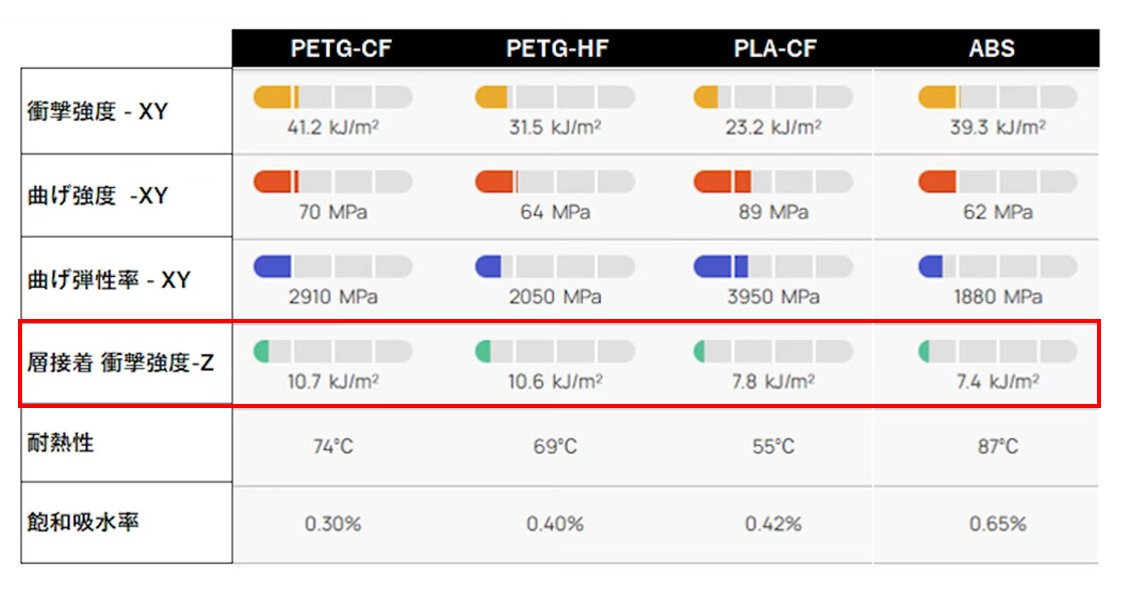
次は「層密着」です。これはZ軸の衝撃に耐えられる強さの指標です。
こちらもABSやPLA-CFと比較すると高い数値となっています。
層密着が良いと、積層割れも減らせます。
<耐熱温度>
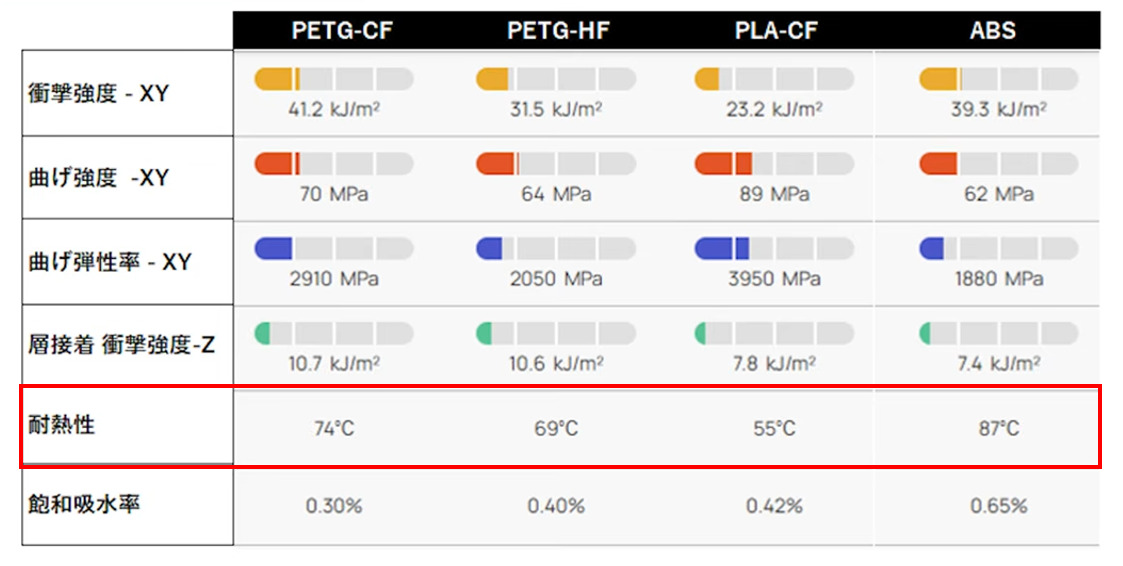
続いて耐熱温度です。ABSより低いですが、PLA-CFやPETG-HFよりも高い値となっています。
PLAは太陽光や、熱がこもった場所に保管すると、形状が変形してしまうことがありますので、その心配をしたくない場合には、PETG-CFやABSが良さそうです。
<結論>
PETG-CFは、PETG-HFと比較しても、全体的に数値が向上しています。
PETGより、性能を上げたい場合は、1つの選択肢に入れていいと思います。
実際にプリントした結果!
<試験棒をプリント>
まずは、こんな感じの試験をプリントして、「硬さ」や「しなり」具合を確認していきます。

比較用にPLA-CFとPETGもプリントしていきます。
まずはPLAでプリントした試験棒です。

曲げていくとパキッと折れましたね。やはりPLAは固く、曲げ弾性率が高いので、力がいります。

続いてPETGです。半透明のPETG Trancelucent(トランスルーセント)を使ってみます。
PLA-CFのようにパキッとした感じはありませんでした。グニッとした感覚です。

PETGは曲げ弾性率が低めなので、PLAほど硬さはありません。靭性も高いことから、しっかり曲がってから折れました。
では、PETG-CFを曲げます。

どこで折れたのか、よく分からない感じでした。折り方を変えると違いがあって、少しずつ力を入れるとゆっくり曲がりましたが、素早く力を入れるとパキッと折れます。

それぞれ、折れる直前の写真がこんな感じです。PLA-CFがもっと早い段階で折れるかと思いましたが、結構耐えていました。

<見栄えをチェック>
次にPETG-CFでプリントすると、こんな感じです。こちらもキレイにプリントできています。マットですが、光沢感が強い感じがありますね。

比べると、こんな感じ。写真だとちょっと分かりにくいんですが、光沢に違いがあります。

次は、PETG-CFで、パーツケースをプリントしました。トップ面表面はシックで、カーボンのいい感じが出ています。

一方、底面を見てみると、光沢がめちゃくちゃ強くなっています。PEIプレートを使ったので、強いツヤが発生しますね。

試しにPLA-CFでもプリントしてみると、同じように光沢感が残りました。このツヤがいらない場合は、エンジニアリングプレートに変更した方が良さそうです。

寸法をチェック!
続いては、20mm角のキューブを5つプリントして、それぞれ誤差がどれくらいあるかを計測していきます。

計測結果は、こんな感じです。

X軸は-0.01mm、Y軸は0mm、Z軸は+0.02mmという、超優秀な結果でした。
これまでも色々なフィラメントの誤差を測定してきましたが、Z軸の誤差は大きくなるケースが多かったです。かなり良い数値です。
糸引きをチェック!
一般的にPETGは糸が起きやすい樹脂です。PETG-CFでは、どの程度起きるかを確認してみます。
PETG-CFでプリントしたものがこちらです。糸引きが全くなくて、かなりいい感じです。

PETG-CFの給水率は0.3%と、そこまで高くはありません。通常の湿気対策をしていれば問題なさそうです。
ちなみにこちらは、PETGトランスルーセントです↓。多少糸したものの、そこまで発生しませんでした。

専用サポートフィラメントを使った結果!
Bambulabには、専用サポートフィラメントが販売されていて、PLA用やABS用、水性サポートなんかもあります。
専用サポートフィラメントを使うと、接触面の仕上がりが良くなるというメリットがあります。
関連記事:手でカンタンに剥がせる「専用サポート材フィラメント」を使ってみた!
専用サポートフィラメントの中には、PLA/PETG兼用というのがあるので、これがPETG-CFでも使うことができるのかを試してみます。

AMSにサポートフィラメントをセットします。

プリントすると、こんな感じになりました。パッと見、問題なさそうです。

まずは手で剥がしてみると、予想に反して剥がれません。力を入れたら、サポート部が折れてしまいました。仕方がないので、ニッパーを使って剥がしていきます。

接触面を見てみると、サポート専用剤が張り付いちゃっています。キレイとは言えませんね。これだと、ちょっと微妙です。

次はモデル材でサポートを立ててみました。こちらも手で剥がしたところ、キレイに取れました。

設置面は、こんな感じです。これなら許容範囲内でしょうか。

こんな感じで、専用サポート材よりは、PETG-CFでサポートを立てた方がいいかもしれません。




