
3Dプリンターでは「ノズル詰まりを解消するため」や「材料を使い分けるため」にノズル交換をすることがあります。
そこで今回は、Creality K1のノズル交換・清掃を行いましたので、ご紹介したいと思います。
Creality K1/K1 MAXについて
この後ご紹介しますが、この価格では考えられない機能が盛り込まれています。
特別サポート内容
① 営業時間内におけるサンプル出力までの丁寧なメールサポート
② 初期不良時の無償交換(商品発送後1か月以内)
③ 1年以内の無償修理(SK本舗専門保守チームが対応)
④ SK本舗特製3Dプリンターガイド冊子をプレゼント!!(30ページ以上の大ボリューム)


Creality K1C登場!

紹介記事もご覧ください↓
関連記事:【Creality K1C】メリット・特徴はこれ!
動画で見る
本記事の内容は、動画でも見ることができます↓
ノズル詰まり予防方法も参考にしてください↓
他のCreality製品のノズル交換について
関連記事:Ender-3 V3 SEのノズル交換
ノズルについて【サクッと解説】
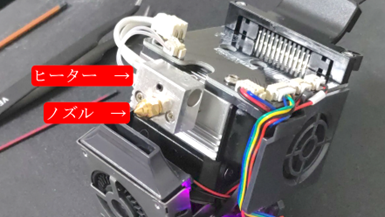
FDM方式の3Dプリンターは、フィラメントという材料を熱で柔らかくして、ノズルから排出するという構造になっています。
ヒーターブロックにはノズルが取り付けられており、ヒーターが発する熱によってノズルが温められます。200度以上になったヒーター内をフィラメントが通過することで柔らかくなり、ノズルの穴の形に成形されていきます。※以下の写真は、Ender-3 S1のエクストルーダー例。
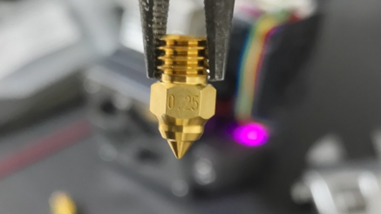
一口にノズルといっても、穴のサイズや材質に違いがあります。穴のサイズが変われば、排出される造形線の太さが変わりますし、材質によって熱伝導率や耐久度に違いが出てきます。

材質については、「真鍮製」のノズルが使われていることが多いです。金色に近いということから黄銅(おうどう)とも呼ばれています。真鍮は熱によって形を加工しやすいという特徴がありますが、硬い樹脂を使うと、ノズル内部が少しずつ削れていってしまい、精度が落ちたりトラブルの原因になってしまうこともあります。
Creality K1のノズルについて

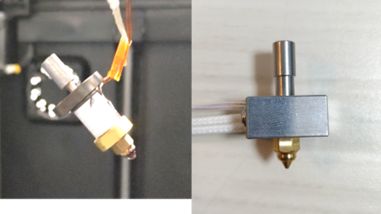
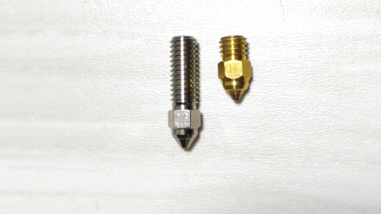
Creality K1は他のプリンターとホットエンドの形状が少し違います。
↓左が「Creality K1」で、右が「Ender-3 S1」のホットエンドです。Ender-3 S1は、ヒートブロック内でスロートチューブとノズルが締め合っていますが、Creality K1はノズルのストロークが長いので、ヒーター部にすっぽり収まります。
高速プリントを実現するためには、メルトゾーン(高温部のエリア)は、長い方が樹脂の排出がスムーズになります。結果として溶かす能力を高めることができるようです。
また、ノズル温度の上昇が早いので、待ち時間は短くて済みます。ノズルの交換作業では、温度を上げたり下げたりするので効率がいいです。
Creality K1のノズルキットについて
Creality K1では別途購入すれば、真鍮以外の材質のノズルを装着することもできます。専用のケースに、合計8個のノズルが入っています。ちょっとかっこいいです。

このノズルはCreality K1以外にもCreality K1 MAX・CR-M4で使うことができます。材質ごとにそれぞれ4本ずつ入っており、0.4mmノズルが2本、0.6mmノズルが1本、0.8mmノズルが1本入っています。

2種類の材質を、それぞれ見ていきます。
1つ目は銅合金ノズルです。熱伝導率がとても高いのが特徴です。ノズルが均一に素早く加熱されるので高速プリントでも安定した供給が可能です。また表面はニッケルメッキで仕上げられており、樹脂の付着を大きく軽減することができるようです。

2つ目は硬化鋼ノズルです。硬化鋼ノズルは、耐摩耗性や耐久性がとても高いノズルです。基本的にはカーボンファイバーやグラスファイバーなどの、硬いフィラメントを使う際に装着します。ノズル内部が摩耗してしまうことを防ぐことができます。

また耐久性が高いので、PLAなどの汎用プラスチックでも使えそうです。このようなノズルキットは、様々な樹脂を使いたい場合や、より高速プリントに挑戦したいという方に使えそうです。
Creality K1のノズル交換方法
ご紹介する方法は、あくまで一例ですので、参考程度としてください。
ノズル交換に使った工具や備品は、こんな感じです。Creality K1に工具が付属していますのでそれを使ってもいいと思います。

【スパナ(6mm用)】

【ベッセル六角レンチ】

【ホーザン ラジオペンチ】

今回初めて試してみましたが、「カット済みウエス」は良かったです。大量に入ったものも販売されているのですが、そこまで多くいらなかったり、中には毛羽立つものもあります。これは少量で、毛羽立ちにくかったのでおすすめです。

あとは熱伝導グリスや、マグネタイザー(マグネット磁力を付与するツール)、押し出し棒もあるといいです。


では作業に移ります。もしフィラメントがセットされていれば、「イン/アウト」でアンロードします。
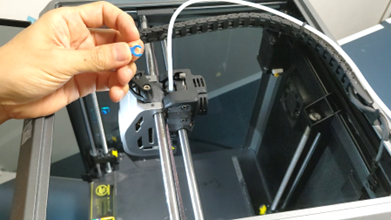
Cクリップを外し、テフロンチューブを抜きます。フィラメントのボビンを回し、巻き取ります。
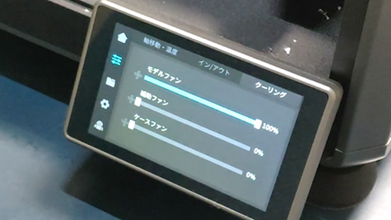
ファンのマークをタップし、モデルファンか補助ファンを100%にします。ノズルが、ある程度冷めるまで待ちます。冷めたら本体の電源をオフにします。
作業にあたって、六角ビスが落ちてしまわないように、六角レンチに磁力を付与します。

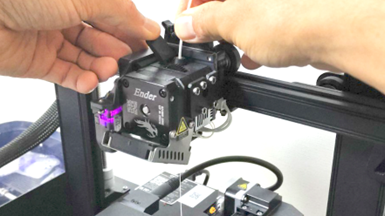
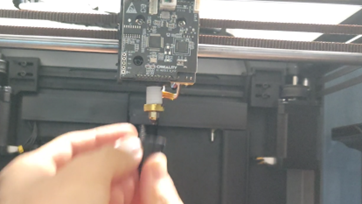
モデルファンが付いているカバーのビスを2本外します。

カバーを取り外し、コネクターを抜きます。ケーブルが切れないように、注意しましょう。

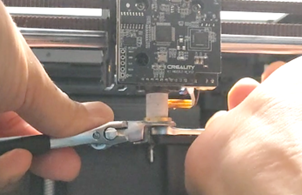
ホットエンドを保護しているシリコンカバーを、取り外します。センサーケーブルやヒーターケーブルが近くにあるので注意します。
モンキーレンチで挟み、スパナでノズルを緩めます。ノズルを回し取り外します。
本体の電源を入れます。

ノズルの温度を上昇させます。ノズルの温度が上がったら、押し出し棒を上から挿入し、中に詰まっている樹脂を清掃します。押し出し棒に付着した樹脂は、ウエスを使って拭き取ります。

ノズルを取り付けます。高温なので注意しましょう。

工具を使ってノズルを締めます。
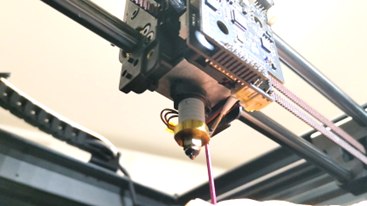
フィラメントをセットしていきます。ノズルから樹脂が排出されるまで、手で押し込んでいきます。問題なく排出されることを確認します。

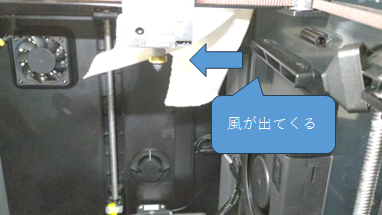
ノズルの設定温度を0度にします。ファンのマークをタップし、補助ファンを100%にします。

ちなみにファンを100%にすると、ノズル横のサイドファンから強い風が送られるため、急速にノズルの温度を下げることができます。
下がったら電源スイッチをオフにします。ノズルにシリコンカバーを取り付けます。

コネクターを接続し、カバーを閉めます。コネクターには、挿し向きがありますので注意します。
カバーのビスを2本取り付けて、完了となります。

Creality K1のヒーティングブロックの交換方法

先ほどのシリコンカバーを外すところまでは、同じです。
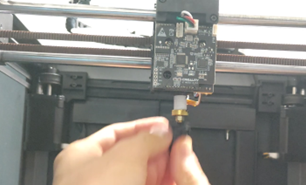
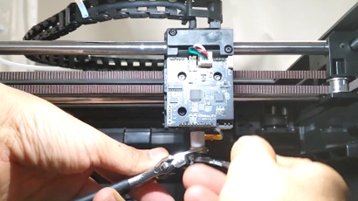
背面にある、ヒートシンク部のイモビスを緩めます。外す必要はありません。

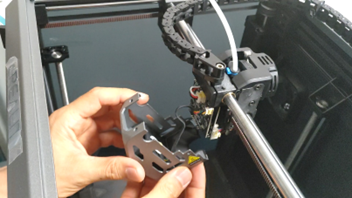
エクストルーダーを下から見上げて、ビス2本を取り外します。
するとヒートブロックを抜くことができます。
ヒーターとセンサーのコネクターを抜くと、ヒートブロックを取り外すことができます。

取り付ける際は、スロートチューブに熱伝導グリスを塗っておくことで、放熱されやすくなります。それによりヒーターより上の部分が高温になってしまう現象(ヒートクリープ)を抑えることができます。

ノズル径のサイズによる違い
先ほどご紹介した通り、ノズルのサイズには0.6mmや0.8mmもあります。
大きいノズルを使うことで次のようなメリットがあります。
① プリント時間を短縮することができる
1つ目は「プリント時間を短縮することができる」点です。
ノズルから排出される造形線が太くなるため、プリントに要する時間も短くすることができます。調整は難しくなりますが、ハイスピード3Dプリンターで使うことができればさらに造形時間を短縮することができます。
② ノズル詰まりが起きにくい
2つ目は「ノズル詰まりが起きにくい」点です。
穴のサイズは大きくなりますので、内部にたまりやすい樹脂や焦げ不純物が外に排出されやすくなります。経路が塞がりにくくなり、詰まりも起きにくくなります。




